Газобетон неавтоклавный — состав и производство

Неавтоклавный газобетон
Выбор строительного материала для стен является наиболее сложным, ведь от этого зависит не только скорость строительства, но и в будущем — долговечность конструкции, ее прочность и комфортность пребывания. Газобетон неавтоклавный уже давно не является новинкой на рынке, производится он на протяжении длительного времени и, не смотря на появление более современных изделий, по-прежнему, не теряет популярность.
Содержание статьи
Обзор основных качеств материала
Рассмотрим основные свойства и качество газобетонного блока неавтоклавного твердения, опираясь на требования ГОСТ, СНиП и результаты испытаний продукции. Проанализируем технологию производства и выясним: будет ли правильным выбор данных изделий в качестве основного материала для возведения стен.
Что такое газоблок неавтоклавного твердения и его сфера применения
Неавтоклавный блок сделан из того же вспененного бетона, но при условии естественного твердения.
Сфера применения у него достаточно широкая:
- Изделия используют при малоэтажном строительстве для возведения несущих стен и перегородок;
- Также применяют в качестве заполнителя каркаса из железобетона при формировании высотных зданий;
- Использование неавтоклавного газобетона актуально при теплоизоляции и армировании.

Возведение стены из неавтоклавного газобетона, фото
Состав газобетона неавтоклавного характеризуется наличием следующих компонентов:
- Цемент;
- Песок;
- Гипс, зола или мел;
- Вода;
- Алюминиевая пудра в качестве порообразователя;
- Химические добавки, ускоряющие процессы газообразования и твердения.

Алюминиевая пудра
Газобетон, в зависимости от плотности, различают:
- Теплоизоляционный;
- Теплоизоляционно-конструкционный;
- Конструкционный.
Рассмотрим, как плотность блока влияет на его основные показатели.

Кварцевый песок
Таблица 1. Характеристики неавтоклавного газобетона в зависимости от плотности:
| Наименование показателя | Значение для неавтоклавного теплоизоляционного газобетона | Значение для неавтоклавного конструкционного газобетона |
| Теплопроводность ккал/м. ч. Гр. | 0,07-0,16 | 0,17-0,33 |
| Паропроницаемость | — | 0,16-0,25 |
| Водопоглощение | — | 8,5-9 % |
| Усадка | — | 0,033 % |
| Прочность на сжатие кг/см2 | 10-29 | 30-70 |
| Огнестойкость | ||
| Масса в сухом состоянии кг/м3 | 350-590 | 600-1600 |
Преимущества и недостатки строений, возведенных из неавтоклавного газобетона
К преимуществам неавтоклавного газобетона можно отнести:
- Малый вес изделий, в сочетании в достаточно неплохим показателем прочности.
- Низкий коэффициент теплопроводности, способен гарантировать высокий уровень сохранения температуры в здании.
- Простота в обработке, облегчит задачу возведения стен, и повысит скорость строительства. Изделия легко поддаются резке любым пригодным для этого инструментом. Дом из неавтоклавного газобетона, под силу построить практически каждому.
- Материал экологически чистый, не горит и обладает устойчивостью к биологическому воздействию.
- Еще одним достоинством является возможность изготовления блока своими руками. Технология производства достаточна проста и не требует приобретения дорогостоящего оборудования.
- Показатели значений паропроницаемости и звукоизоляции, также находятся на должном уровне.
- Морозостойкость достигает 50-70 циклов, что, несомненно, неплохой результат.
Относительно невысокая цена на продукцию. Данный факт также можно отнести к плюсам изделий.

Неавтоклавный газобетон
Отрицательные стороны представлены также в немалом количестве, их гораздо больше, нежели у автоклавного газобетона и сводятся они к следующему:
- Материал достаточно хрупкий, и крошится от механических воздействий
- Требуемая толщина стены – от 65 см, что не позволит сэкономить на строительстве, а, скорее, наоборот (блоки придется укладывать в два ряда).
- Повышенный уровень усадки, составляющий от 1 до 2-х мм. Следствием может стать нарушение не только внешних характеристик, но и эксплуатационных качеств здания и свойств материала.
- Широкое распространение мелких кустарных производств, также следует отнести к минусам. В связи с этим, шансы на приобретение некачественной продукции значительно возрастают.
- Наличие геометрических отклонений в силу несовершенства оборудования и влияния человеческого фактора во время изготовления.
Обратите внимание! Вышеуказанный факт может существенно отразиться на расходе клеевого состава при укладке блока и скорости строительства в целом
Высокий уровень влагопоглощения губительно сказывается на изделиях, разрушая их структуру и снижая показатели качества свойств.
Усложненность отделки, в основном, за счет вышеуказанного недостатка и пониженной адгезии основания стены из газобетона с отделочными материалами. В результате, у строителей возникают дополнительные расходы, например, на составы грунтовки, специализированные дорогостоящие смеси, армирование.
Сравнение изделий с другими, схожими по свойствам, материалами
Автоклавный газобетон – особенный материал, однако во многом он имеет сходства с другими изделиями, предназначенными для возведения стен. Рассмотрим подробнее при помощи таблицы.
Таблица 2. Сравнение неавтоклавного газобетона:
| Наименование материала | Теплопроводность | Морозостойкость, циклов | Усадка | Прочность | Толщина стены (минимальная) | |
| Газобетонные блоки неавтоклавные | До 0,2 | 35-75 | 1-2 мм/м2 | 25-45 | До 20% | 0,6 метра |
| Пенобетон | 0,14-0,22 | От 35 | 0,4 мм/м2 | 15-25 | 10-16% | Минимум – 0,6 м |
| Кирпич | 0,5 | 100 | 6-13% | 100-200 | 12-15 % | Минимум 1,2 м |
| Полистиролбетон | 0,1-0,2 | От 35 | 0,33 мм/м2 | 20-30 | 10-15% | От 0,5 м |
| Керамзитобетон | 0,4-0,8 | От 50 | 0,3-0,5 мм/м2 | 25-35 | 10-15% | От 0,5 м |
| Дерево | 0,14 | От 30 | Около 10% | — | 20-25% | Минимум – 0,5 м |

Внешнее отличие газобетона от других стеновых материалов
Отличительные особенности неавтоклавного газобетона от блоков автоклавного твердения

Автоклавный газобетон и неавтоклавный: отличия
А теперь давайте разберемся: в чем же заключается отличие автоклавного газобетона от неавтоклавного?
Одним из основных является, разумеется, сам способ твердения. Дело в том, что два этих типа блока подвергаются сушке при различных условиях, что, как следствие, влияет на числовой показатель свойств и характеристик.
Газобетон синтезного метода твердения, на последнем этапе производства помещают в автоклав, где он находится под воздействием высокой температуры и давления. В свою очередь, неавтоклавный газобетон твердеет при естественных условиях.
Следствием данного различия и некоторых нюансов производства, является несовпадение многих показателей, однако частично свойства все же схожи:
- Морозостойкость автоклавного бетона может достигать 100, а иногда и 150 циклов, в тоже время неавтоклав, таким высоким значение похвастаться не может — максимальный, обещанный производителями, порог достигает 70 циклов замораживания и оттаивания.
- Газобетон гидратационного твердения (неавтоклавного) больше подвержен усадке. Следствием этого, может стать появление трещин на кладке и поверхности, покрытой штукатуркой. Процесс этот объясним особой обработкой автоклава, во время которой он начинает набирать прочность прямо на стадии изготовления.
- В числовом выражении, усадка неавтоклавного газобетона составляет до 1,5 мм/м2, а автоклавного всего 0,3 мм.
- Коэффициент теплопроводности хорош у обоих типов. Однако толщина стены при одинаковых показателях двух блоков будет разной и отличаться примерно на 20-25 см, не в пользу неавтоклавного изделия.
- Звукоизоляционные характеристики также схожи, как и способность к паропроницанию.
- Оба материала могут стойко противостоять огню, и находиться под воздействием разрушительно воздействия высокой температуры до 2-х часов.
- Также, являясь изделиями экологически чистыми, они не наносят никакого вреда окружающей среде.
- Стоит обратить внимание на то, что геометрия автоклавного блока значительно выигрывает. Максимально допустимые отклонения, в соответствии с ГОСТ, не должны превышать 3 мм по длине, 2 – по ширине и 1 мм – по высоте. У неавтоклавного блока, данные показатели достигают в числовом выражении следующих значений: 5 мм – по длине, 4 мм – по ширине и 2 – по высоте.
В следствие этого, толщина кладочного слоя раствора или клея будет отличаться, как и скорость строительства.
- Изделия имеют и внешние отличия, основное из которых заключается в цвете: блок гидратационного твердения – серый, а автоклав – белый.
- Одним из важнейших различий, является прочностная характеристика. При плотности блока равной Д500, марка автоклавного газобетона, по требованию ГОСТ, должна соответствовать показателю 3,5. У неавтоклава это значение едва достигает половины.
- Завершим сравнение указанием на факт различия в основном вяжущем компоненте: для неавтоклавного газобетона это всегда – цемент, а путем автоклавирования получают известь содержащие газосиликатные блоки.
Требования технической документации к последнему, разумеется, ниже. И это касается не только прочности, но и других качеств. А теперь, для наглядности, проанализируем вышеперечисленные свойства в виде таблицы:
Таблица 3. Сравнение: автоклавный газобетон и неавтоклавный газобетон:
| Наименование свойства | Значение у автоклава | Значение у неавтоклава |
| Морозостойкость, циклов | 50-100 (иногда до 150) | 25-75 |
| Теплопроводность | 0,1-0,14 | До 0,12 |
| Усадка | 0,3 мм/м2 | 1-2 мм/ м2 |
| Толщина стена | Минимум 40 см | Минимум 65 см |
| Защитная отделка | Нуждается | нуждается |
| Марка прочности | 1,5-3,5 | 1-2,5 |
| Стоимость за м3 | Дороже | Дешевле автоклавного газобетона |
| Выбор среди ведущих производителей | Достаточно широк | Не так распространен, более характерен для кустарногои домашнего производства |
| Сложность производства | При наличии автоматизированной линии или конвейера, сложностей не возникает, участие человека минимизировано | Процесс отнимает немало времени, нуждается в трудозатратах |
Проанализировав вышеуказанное, наверняка, становится риторическим вопрос: что лучше автоклавный или неавтоклавный газобетон.
Анализ технологического процесса
Теперь рассмотрим, что представляет собой производственная технология неавтоклавного газобетона? Какие материалы и оборудование используются при изготовлении, и как влияют технологически верные пропорции сырья на конечный результат качества изделий.
Необходимое оборудование и материалы
Сразу стоит обратить внимание на то, что изготовление неавтоклавного газобетона, не смотря на большую популярность автоклавного, по-прежнему, производится на некоторых предприятиях. Соответственно, набор оборудования для домашнего использования и для заводского, будет разниться.
Для полноценного производства понадобится наличие следующих машин и станков:
- Газобетоносмеситель;
- Форма для блока;
- Станок для резки блочного массива;
- Ручной дозатор;
- Мерная емкость;
- Поддоны для блоков.
При объемном производстве, могут понадобиться также средства транспортировки. Рецептура на неавтоклавный газобетон содержит перечень определенного набора материалов.
Содержание его следующее:
- Вода — она должна соответствовать ГОСТ 23732-79 «Вода для бетонов и растворов». Обычно используется простая водопроводная.
- Цемент, соответствующий требованию ГОСТ 10178-85. Марка должна быть не менее 400
- Требования к песку определены ГОСТ 8736-93. В большинстве случаев используют кварцевый.
- Наполнители могут быть следующими: мука известковая ГОСТ 26826-86, мука доломитовая ГОСТ 14050-93, золошлаковая смесь ГОСТ 25592-91, зола с тепловых станций ГОСТ 25818-91, шлакигранулированные ГОСТ 3476-74 ,минеральный порошок ГОСТ Р 52129-2003.
- Газообразователь – алюминиевая пудра ГОСТ 5494-95.
- Применяются также поверхностно-активные вещества в виде: стирального порошка, сульфонола или обычного хозяйственного мыла.
- Для ускорения твердения и порообразования, применяют каустическую соду, или едкий натриевые, схожие по свойствам, добавки.

Мука известковая
Поэтапное описание хода работ при изготовлении
Классическая технология производства газобетона неавтоклавного содержит в себе следующие этапы:
- Первым делом производится подготовка форм: смазка их специализированной эмульсией для облегчения выемки изделий. Замешивается раствор в соответствии со всеми требованиями к пропорциям.
- Готовая смесь заливается в формы и выстаивается.
- Далее осуществляют удаление излишков и резку блочного массива.
- Блоки выдерживают до состояния, пригодного для распалубки, после чего изделия перемещают на деревянные поддоны.
Теперь рассмотрим подробно каждый из этапов при помощи таблицы.
Таблица 4. Производство газобетона неавтоклавного: поэтапная инструкция процесса изготовления.
| Подача цемента | Осуществляется в дозирующий бункер вручную. Доза цемента контролируется при помощи датчиков. По достижению нужного количества, бункер опрокидывается и цемент попадает в скиповый подъемник, а точнее в его банку. |
| Подача песка | Происходит по аналогии с цементом |
| Подача воды | Жидкость нагревается до 40 градусов и отправляется в промежуточный дозатор. Он содержит достаточно широкую горловину, которая позволяет быстро переливаться воде в основной смеситель для смешивания с остальными компонентами. |
| Добавление порообразователя | Чаще всего используют алюминиевую пудру. Дозирование производят при помощи мерного сосуда. |
| Смешивание компонентов | Первой в смеситель попадает вода. Предварительно его включают для образования воронки. Следом, туда отправляются сыпучие ингредиенты, а последними – химические добавки. После смешивания, смеситель передвигается ближе к формам. |
| Заливка в форму | Полученным раствором заполняют форму для блоков |
| Газообразование и первый этап твердения | Смесь выдерживают в форме до окончания процесса своеобразного брожения. После его завершения раствор начинает набирать прочность. |
| Корректировка и резка | По истечении нескольких часов, излишки раствора удаляются, а массив разрезается на блоки. Для этого используют ручной резательный аппарат, погрешность которого составляет 3 мм, гост неавтоклавного газобетона это позволяет. |
| Заключительный этап | Изделия накрывают теплоизоляционным материалом, и выжидают 6-8 часов. После этого, блоки перемещаются на деревянные поддоны, где остаются набирать техническую прочность в течение еще как минимум 3-х суток – летом и 7-ми – зимой. |
Обратите внимание! При домашнем производстве порядок работ остается тем же. Взвешивание компонентов производят вручную при помощи весов, а раствор разливают в формы определенного размера, после извлечения из которых, получается готовый блок. То есть резательный аппарат, с целью снижения затрат, не используется.
Видео в этой статье расскажет о процессе производства более подробно.
Основные итоги
Неавтоклавный газобетон достаточно популярный материал в строительной сфере. Однако при этом, по некоторым показателям, он значительно уступает газобетону синтезного твердения. В первую очередь, это заключается в более низком уровне морозостойкости, прочности и повышенной способности к усадке.
Производство данных изделий не вызывает значительных трудностей. Но при домашнем изготовлении процесс выпуска требует особой внимательности и отчасти — опыта. Так как неисполнение технологии и неправильное дозирование компонентов, может привести к отрицательным последствиям, в первую очередь, в отношении характеристик изделия и свойств.
Газобетон автоклавный и неавтоклавный имеют некоторые отличия. Это обосновано различным способом твердения и составом компонентов. Проанализировав основные свойства данных видов блока, сложно не согласиться с рекомендациями специалистов, советующими отдавать предпочтение именно автоклавным изделиям.
Производство газобетона в Челябинске — технология изготовления газоблоков (газобетонных блоков)
Процесс производства
Химические реакции
Особенности производства
Автоклавный газобетон в Челябинске
Процесс производства
 Газобетонные блоки изготавливают из портландцемента, негашеной извести, размолотого кварцевого песка и воды. Портландцемент, самый распространенный вид цемента в современном строительстве, — гидравлическое вяжущее вещество, которое твердеет при взаимодействии с водой. Именно этот элемент в результате делает газобетонные блоки особенно прочными и надежными. Для запуска процесса газообразования вмешивают алюминиевую пудру в смесь кремнеземнистого компонента с известосодержащими вяжущими. При ее введении она вспучивается из-за выделения водорода. Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает. После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Газобетонные блоки изготавливают из портландцемента, негашеной извести, размолотого кварцевого песка и воды. Портландцемент, самый распространенный вид цемента в современном строительстве, — гидравлическое вяжущее вещество, которое твердеет при взаимодействии с водой. Именно этот элемент в результате делает газобетонные блоки особенно прочными и надежными. Для запуска процесса газообразования вмешивают алюминиевую пудру в смесь кремнеземнистого компонента с известосодержащими вяжущими. При ее введении она вспучивается из-за выделения водорода. Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает. После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Полученные блоки помещают в автоклав, где под действием повышенных температур и давления химические реакции ускоряются и происходит финальное твердение, а материал приобретает окончательные свойства. Через некоторое время из автоклава извлекают готовый газобетон.
Химические реакции
Для тех, кто считает себя специалистом широкого профиля, мы предоставляем краткое технологическое описание происходящих процессов в виде этапных химических реакций:
Компоненты: вода h3O; известь CaO; кварцевый песок SiO2; цемент как смесь элементов CaO, SiO2, AL2O3, Fe2O3 и алюминий Al.
Этапы производства:
- Смеситель — гашение извести: CaO + h3O Ca(OH)2, экзотермический процесс.
- Образование гидроалюмината кальция и пористой структуры: 2Al + Ca(OH)2 + 6 h3O -> CaO• AL2O3•4 h3O + 3 h3 (поры).
- Автоклавное твердение в течение 12 часов, при температуре 190°C, и давлении 12атмосфер: 6SiO2 + 5 Ca(OH)2 + 5 h3O -> 5CaO•6SiO2•5 h3O (кварцевый песок) (гидроокись кальция) (вода) (гидросиликат кальция, фазы C-S-H).
Особенности производства
Описанная технология, одним из этапов которой является автоклавирование, позволяет получить прочный и легкий материал с пористой структурой, по своим свойствам значительно превосходящий такие материалы, как неавтоклавный газобетон, дерево, кирпич, пеноблок и т.д.
Автоклавный газобетон обладает рядом неоспоримых преимуществ, на которых мы подробно остановимся в отдельной статье. Теперь разберемся с ними, исходя из технологических особенностей.
Многих волнует, что входящие в состав газобетона известь и цемент опасны для здоровья, но эти исходные компоненты в автоклаве полностью преобразуются, а значит полученный материал экологичен и не нанесет вред здоровью, когда из него построят здание.
Безопасность в доме гарантирована огнестойкостью газобетона, ведь он состоит из негорючих материалов: песка, цемента и алюминиевой пудры. Прочность блоков обусловлена многочасовым твердением в автоклаве.
Комфортное пребывание в помещении из газобетонных блоков обеспечивается пористой структурой материала, который может «дышать» почти как дерево из-за пузырьков, образовавшихся во время введения алюминиевой пудры и затем затвердевших. Наличие пор при заданной толщине сообщают газобетону отличные звукоизоляционные свойства. Тепло- и морозостойкость также гарантируются автоклавной технологией, усиливающей эти свойства.
В результате, построив свой дом из автоклавного газобетона, вы сделаете его экологичным, теплым и безопасным.
Немаловажен и тот факт, что полученный на заводе газобетон имеет относительно небольшой вес (порядка 25 кг) и не требует специальной подъемной техники. При этом материал, уже обладающий выверенными размерами с минимальной погрешностью (1-2 мм), легко обрабатывается, а это значит, что с возведением здания вы сможете справиться свободно и быстро.
Автоклавный газобетон в Челябинске
Чтобы быть полностью уверенным в качестве продукции, в соответствии ее ГОСТу и заявленным свойствам, лучше остановить свой выбор на производителе. Завод газобетона «ПОРАБЛОК» гарантирует высокое качество стройматериалов, сохраняя при этом приемлемую цену. Вы быстро и легко построите свой новый дом, в котором будет комфортно, безопасно и тепло.
Автоклавный газобетон — достоинства, особенности применения
Автоклавный газобетон – искусственный материал, хорошо зарекомендовавший себя в сфере строительства зданий промышленного и жилого назначения. Он является разновидностью ячеистого бетона. Поскольку материал становится все более популярным при возведении частных строений, следует знать, каковы его характеристики, что такое автоклавирование, отличия автоклавного бетона от неавтоклавного, их плюсы и минусы.
 Рисунок 1. Автоклавный газобетон
Рисунок 1. Автоклавный газобетонЧто такое автоклавирование и для чего оно нужно
Автоклавирование обеспечивает ускоренное твердение бетона. Отличие стройматериала от аналогов – более высокая прочность.
Автоклавная обработка представляет собой процесс пропаривания в условиях высокой температуры окружающей среды и высокого давления. Он протекает в специальных металлических капсулах. Когда готовые блоки загружают в автоклав, давление составляет 0,8-1,3 Мпа, а температура поднимается до 1750–1910 С. До полного твердения проходит приблизительно 12 часов.
Автоклавный газобетон подвергается изменениям на молекулярном уровне. В результате обработки происходит образование нового минерала тоберморита. Он имеет уникальные свойства. Главная особенность, чем отличается автоклавный бетон от неавтоклавного, заключается в том, что первый является искусственно получаемым камнем, а второй – застывшим песчано-цементным раствором.
Газобетонные блоки автоклавного твердения имеют особые характеристики: состав, эксплуатационные особенности, физико-технические параметры. По большинству показателей автоклавный и неавтоклавный бетон различны.
Особенности кладки автоклавного газобетона
При возведении построек из материала, произведенного при помощи автоклава для газобетона, необходимо знать несколько общих правил кладки и иметь представление об особенностях работы с газобетонными блоками:
- Для начала кадки всегда выбирают наиболее выступающий угол. Это будет место с минимальной толщиной слоя.
- Укладка первого ряда производится с помощью цементно-песчаного раствора.
- Затем газобетонные блоки распределяют по остальным углам. При выполнении кладки они выступают в качестве ориентиров. Между ними протягивают шнур.
- В тех случаях, когда длина стены превышает 10 метров, между угловыми блоками-ориентирами устанавливают несколько дополнительных.
- Начальный ряд выкладывают полностью. Если во время работы возникают зазоры, блоки с помощью электропилы или ножовки срезают до необходимых размеров.
- После непродолжительного перерыва (2-3 часа) первый ряд его армируют.
- При кладке остальных рядов используется в основном клей. Его наносят мастерком и выравнивают гребенкой. Швы смещают на 20%.
- Поскольку клей быстро схватывается, выравнивать газобетонные блоки рекомендуется как можно быстрее. Корректировать недочеты практически невозможно.
Плюсы и минусы материалов
Блоки автоклавного твердения в сравнении с неавтоклавным бетоном имеют ряд преимуществ:
- Прочность. На стенах, выложенных из автоклавного газобетона, допускается крепить полки, шкафы, а также предметы, которые имеют большую массу. Например, кондиционеры. Ячеистый бетон, не прошедший обработку в автоклаве, не выдерживает подобных нагрузок.
- Высокое качество. Поскольку производить автоклавный газобетон можно только в промышленных условиях, по уровню качества он выгодно отличается от неавтоклавных аналогов, которые зачастую производятся кустарными способами.
- Меньшая усадка при эксплуатации. Величина усадки напрямую зависит от прочности стройматериала. Средний показатель у автоклавного газобетона равен 0,5 мм/м, у неавтоклавного – до 3 мм/м.
Плюсы и минусы газобетона автоклавного твердения представлены в таблице:
| Достоинства | Недостатки |
| Прочность. | Поглощение влаги, которая в условиях низких температур разрушает структуру газобетона автоклавного твердения. |
| Экологичность, безопасность для окружающей среды. | Проблемы с фиксацией крепежа, необходимость в использовании специализированных изделий для газобетона. |
| Огнеупорность. | Хрупкость, которая нередко выявляется уже на этапе транспортировки. |
| Простота резки и шлифовки. | |
| Паропроницаемость, обеспечивающая комфортный микроклимат. | |
| Теплопроводность, которая обеспечивает сохранение тепа в зданиях. | |
| Морозостойкость, позволяющая выдерживать до 150 циклов заморозки и оттаивания. | |
| Устойчивость к плесени и гнили. |
Обзор основных качеств материала
 Рисунок 2. Автоклавный газобетон
Рисунок 2. Автоклавный газобетонПринимая во внимание достоинства и недостатки газобетонных блоков автоклавного твердения, можно выделить основные свойства:
- Прочность. Автоклавный газобетон имеет следующие характеристики: плотность до 800 кг/м3, класс прочности на сжатие В2,5-В3,5.
- Стабильность качества, которое регулируется ГОСТом, принятом в 2007 году. Изделия, произведенные на промышленных предприятиях, сопровождаются сертификатами качества.
- Однородность материала. Его отличие состоит в том, что в ходе производства процессы газообразование и отвердения происходят одновременно во всем объеме сырья. Готовые газобетонные блоки имеют поры одинаковых размеров, в них нет воздушных мешков.
- Экологичность, воздухопроницаемость. В строениях, выполненных из газобетонных блоков автоклавного твердения, поддерживается микроклимат, похожий на климат деревянного сруба. При производстве применяется минеральное сырье, устойчивое к плесени, грибку, гниению.
- Усадка. Газобетонные блоки не подвергаются усадочным деформациям, так как в процессе производства и обработки в автоклаве набирают достаточную прочность.
- Точность геометрических размеров. Этот показатель определяется ГОСТом. Отклонения не должны превышать 2 мм по ширине, 3 мм по длине и 1 мм по толщине. При производстве газобетонных стройматериалов прибегают к резке больших массивов. Это позволяет выдерживать необходимые размеры блоков с высокой точностью, что в конечном итоге улучшает качество кладки.
Технология производства газобетона
Технологический процесс включает следующие этапы:
- Соединение воды и песка с измельчением частиц.
- Введение извести, цемента и поваренной соли. Смешивание сырья.
- Заливка полученного раствора в опалубку.
- Водородная реакция с выделением газа, который создает пористую структуру.
- Отвердение массы в течение 2-3 часов.
- Резка на блоки при помощи промышленных струн.
- Автоклавирование газобетона.
Области применения
Сфера применения газобетона автоклавного твердения не ограничивается сооружением производственных построек. Материал используется для возведения жилых зданий.
Блоки подходят для кладки однослойных или двухслойных наружных стен. Из них изготавливают перегородки противопожарных помещений.
Другие сферы использования:
- сооружение плит перекрытий в зданиях;
- производство стеновых панелей для производственных и жилых строений.
Спрос на автоклавный газобетон настолько высок, что производители этого материала объединились в национальную ассоциацию, которая призвана обсуждать перспективы развития отрасли и разрабатывать новые требования к качеству и инновационные подходы к организации производства.
Автоклавный газобетон: состав, применение и производство
Газоблоки, получаемые путем обработки в автоклавных печах, завоевали популярность и заняли достойное место в промышленном и жилищном строительстве. Материал имеет массу преимуществ перед традиционными, в том числе и природными, строительными материалами. Автоматизация технологии производства газоблоков позволяет получать изделия с заданными управляемыми характеристиками. В первую очередь речь идет о высокой прочности продукции и ее низкой теплопроводности, что особенно актуально на фоне постоянного удорожания энергоресурсов.

Состав
Газобетон получает свои удивительные свойства благодаря: известняку, портландцементу, силикату кальция, алюминиевым пастам (суспензиям), хлоридам кальция, воде и пр., которые входят в его состав в строго определенном процентном отношении друг с другом (для формирования продукции с заданными характеристиками по плотности и пр.). Расчет компонентов идет в килограммах для получения 1 м3 готовой смеси. Вяжущим веществом могут быть известь, цемент, шлак, гипс как сами по себе, так и в различных смесях. Самая распространенная основа — цемент с частями извести. Дополнительные присадки позволяют производить блоки разного цвета и придают продукции специфические свойства.
Вернуться к оглавлениюДостоинства материала
 Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Низкая теплопроводность газобетона обеспечивает сохранение тепла в зданиях без дополнительной теплоизоляции. Обеспечивает шумоизоляцию и имеет нужную степень газопроницаемости (аналогично древесине). Материал при нагреве не выделяет опасные для здоровья газы, имеет высокую пожаростойкость. Также он является нейтральной средой для микроорганизмов. Блоки легко сверлятся и распиливаются даже ручной ножовкой.
Обработка материала осуществляется любым инструментом. Продукция с конструкционно-теплоизоляционной плотностью вещества (от 500 кг/м3) предназначена для возведения стен зданий от 3-х этажей и выше. Долговечность изделий составляет десятки лет. Стоимость строительства ниже, чем из других материалов.
Вернуться к оглавлениюНедостатки
Высокотехнологичный материал (блоки) обладает способностью впитывать влагу из окружающей среды и прямых осадков, поэтому ему необходима дополнительная гидроизоляция. После монтажа конструкция стен из газоблоков имеет уже более низкую теплоизоляцию из-за мостиков холода, которые создаются скрепляющими растворами, армопоясами, металлическими закладными, кладочными швами, перемычками и пр. Блоки внезаводского производства не имеют стандартных характеристик для этого материала.
Вернуться к оглавлениюОбласти применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
 Важно положить первый ряд идеально ровно.
Важно положить первый ряд идеально ровно.Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Вернуться к оглавлениюПроизводство
Качественный автоклавный газобетон изготавливается в условиях промышленных предприятий. Все процессы на участках производства автоматизированы, что позволяет формировать газобетонные изделия разной рецептуры с требуемыми характеристиками. Производство легко переналаживается на изготовление продукции по заявкам заказчиков.
Вернуться к оглавлениюПодготовка компонентов
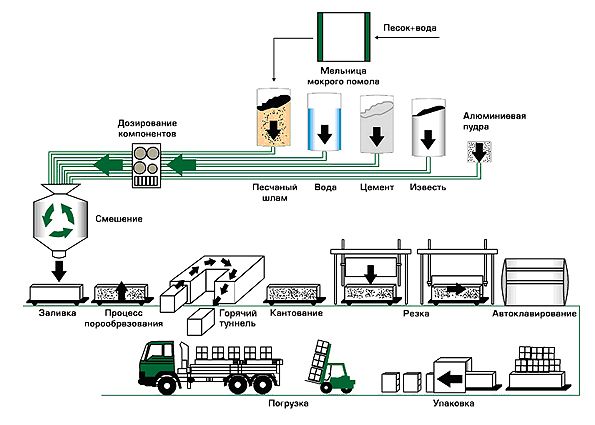
Для производства автоклавного газобетона используется не сам кварцевый песок, а продукт его переработки, получаемый путем мокрого измельчения в шаровых мельницах. Далее шлам песка дополнительно обрабатывается до нужной консистенции в шламовых бассейнах. Уплотненный материал насосами подается в установки, формирующие нужные весовые пропорции компонентов.
Вернуться к оглавлениюДозировка и перемешивание
Для этого задействуются специальные автоматизированные модули, имеющие производительность до 40 метров кубических продукции в смену. Достаточно широкий диапазон пропорций смешиваемых исходных материалов позволяет формировать автоклавный газобетон с заданными характеристиками. Дозированные составляющие будущей продукции по заданной программе перемешиваются с водой, алюминиевой суспензией и известью (портландцементом и пр.) в смесителе.
 Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.Добавка гипса замедляет процесс загустения массы. После достижения смесью плотности льющейся сметаны ее разливают в формы до половины уровня. Регулирование количества и соотношения алюминия и извести определяют объем выделенного газообразного водорода и, как следствие, различную плотность газобетонов. Ударные нагрузки на формы ускоряют химические процессы замещения в газобетоне водорода в пустотах воздухом, увеличения объема материала и заполнения им форм. Происходит первичное вызревание и твердение материала.
Вернуться к оглавлениюНарезка на блоки
Примерно через 1-2 ч. после разливки масса начинает держать форму и приобретает прочность, достаточную для резки. Структуру материала уже до 85% объема составляют закупоренные воздушные пустоты. Порезка производится проволочными пилами автоматизированного оборудования. На поворотных столах массив, освобожденный от опалубки, устанавливают вертикально и разрезают в вертикальной и горизонтальной плоскостях. Операция формирует торцы изделий и, при необходимости, торцевые зацепы, карманы для ручной переноски, пазы, гребни. Верхний и нижний слои массива отправляют на вторичную переработку для производства газоблоков.
Вернуться к оглавлениюАвтоклавная обработка
 Автоклавная обработка — бетон приобретает дополнительную жесткость и высушивается.
Автоклавная обработка — бетон приобретает дополнительную жесткость и высушивается.Газобетон автоклавного твердения формируется при повышенной температуре и давлении, неавтоклавный — твердеет при нормальном атмосферном давлении или в условиях нагревания. Разрезанный массив загружается в специальную печь — автоклав — на 12 часов. Температура 180 градусов и давление 14 бар ускоренным образом завершают образование структуры искусственного камня и окончательное отвердевание изделий. Для автоклавной технологии характерно формирование анизотропных свойств готовых изделий.
Вернуться к оглавлениюСортировка и упаковка
На автоматизированном участке блоки отделяют друг от друга по ранее выполненным швам и селектируют по качеству. Специальное устройство перемещает готовые изделия партиями на поддоны. Процесс упаковки заключается в гидроизоляции паллет термоусадочной пленкой и крепежной лентой.
Вернуться к оглавлениюАрмировать или нет?
Автоклавный газобетон марок D500 и выше является конструкционно-теплоизоляционным материалом самостоятельного применения. Решение об армировании сооружений формируется на этапе проектирования. Для высотных построек оно обязательно. Усиливают конструкцию арматурными прутьями, укладываемыми в созданные в материале штробы. Непременно дополнительно армируют перемычки широких дверных и оконных проемов.
Вернуться к оглавлениюВыводы
Продукция предприятий, производящих автоклавные газоблоки, отличается превосходными эксплуатационными, санитарными и технологическими характеристиками. Качество изделий проложило дорогу в специальное и жилищное строительство. Продукция является самостоятельным строительным конструкционно-теплоизоляционным материалом, отвечающим самым высоким требованиям.
Технология производства газобетона — АлтайСтройМаш
 На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 20С.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 20С, то необходимо добиться температуры от 20С как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35-40С.
С подробным рецептом газобетона можно ознакомиться здесь.
 Технология изготовления газобетона: пошаговая инструкция
Технология изготовления газобетона: пошаговая инструкция
 Технология изготовления газобетона: пошаговая инструкция
Технология изготовления газобетона: пошаговая инструкцияШаг 1. Заливаем воду в газобетоносмеситель (температура воды 45-60С).
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3-5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20-30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1-3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50-60С.
Шаг 10. После окончательного набора прочности (в течение 6-8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании АлтайСтройМаш всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?
Подобрать оборудование
Технология производства газобетона. Как изготавливается газобетон
Автоклавный газобетон с точной геометрией блоков материал достаточно новый, но уже достаточно популярный на строительном рынке. Сочетая в себе свойства конструкционного и теплоизоляционного материала, стены из газобетона не требуют дополнительного утепления при условии кладки блоков на клеевую смесь. Ключевым моментом является именно точность геометрии блока (погрешность должна составлять не более 1,5 мм – 2 мм), а также низкая теплопроводность и высокая прочность на сжатие (от 25кг/см до 35 кг/см и более).
Добиться сочетания всех этих качеств позволяет особая технология производства газобетона, которая представляет собой автоматизированный процесс на высококачественном современном оборудовании, включающий в себя точную нарезку блоков на стадии набора прочности цементно- песчаного массива и последующую автоклавную обработку блоков под высоким давлением и температуре 190C. А теперь непосредственно к технологии производства газобетона.
Технология производства газобетона
Подготовка смеси

В специальном смесителе в автоматическом режиме производится смешивание портландцемента, песка, извести и воды в определенной пропорции до консистенции полу густой сметаны. Режим перемешивания задается заранее. Происходит процесс гашения извести с выделением тепла и повышением температуры смеси до 80°.
Засыпка смеси в форму
Полученную смесь засыпают в формы примерно наполовину их объема. Затем в смесь добавляется газообразователь (алюминиевая эмульсия или пудра), который моментально вступает в химическую реакцию с известью. В результате химической реакции извести с алюминиевой эмульсией образуется новое вещество – совершенно безвредный для человеческого организма, оксид Алюминия AL2O3. Сам химический процесс сопровождается выделением свободного водорода, мельчайшие пузырьки которого и придают газобетону пористую структуру и поднимают смесь, которая полностью заполняет форму. Формы периодически подвергают встряскам, для равномерного распределения пузырьков по массиву, что улучшает пористую структуру материала.
Затвердение массы
Высокая температура от экзотермической реакции способствует быстрому застыванию смеси. Процесс первичного затвердевания массива длится от 60 до 120 минут. После того, как массив набрал достаточную твердость, производят распалубовку формы и его отправляют на нарезочную машину.
Нарезка массива

Газобетонный массив режут в вертикальной и горизонтальной плоскости с помощью тонких струн на крупноформатные блоки, а затем производят формирование пазов и гребней, выполняют фрезеровку карманов для захвата.
Обработка в автоклаве
Разрезанный на блоки массив помещают в автоклав.
Автоклав – специальная камера, в которой происходит термовлажная обработка материалов при температуре достигающей 195° и давлении пара до 12 атмосфер.
Автоклавная обработка длится от 12 до 18 часов, в течении этого времени пар под давление насквозь пропитывает газобетонный массив, завершая процесс превращая всех компонентов смеси в устойчивые соединения. В этих условиях происходит окончательный набор прочности газобетона. Блоки из темно-серых становятся белого цвета.

Охлаждение готовых блоков

Массив охлаждают и отправляют на станок для деления, который разделяет его на отдельные блоки и производит укладку на поддоны.
Упаковка и транспортировка
Поддоны с блоками отправляются на упаковочный станок, где происходит упаковка его в пленку и дальнейшая транспортировка по назначению.

Смотрите
Способы и оборудование для производства газобетона. Технические характеристики и свойства газобетона
Современные технологии строительства диктуют свои правила и условия. Новые методики предполагают использование новых строительных материалов. Относительно недавно на строительном рынке появился такой материал, как газобетон или его модификация пенобетон.
Оба варианта относятся к категории ячеистых бетонов, которые относятся к классу искусственных материалов. Характерной особенностью между пено- и газобетоном является технология образования внутренних пор.
Газобетонные блоки используются для всех видов строительства. Малогабаритные сооружения – загородные дома, дачи. Возведение крупномасштабных объектов из газобетона требует наличия дополнительного металлического каркаса для усиления прочности конструкции.
Популярность материалу принесли его многочисленные положительные качества, одно из которых способы его производства и цена.
Посмотрите видео о производстве газобетона
Технические характеристики и свойства газобетона
— прочность – уникальный материал, сочетающий в себе два противоположных качества – легкость и прочность;
— технологичность и простота обработки – газобетонные блоки легко обработать любым подручным инструментом, что позволяет значительно расширить возможности архитектурного дизайна;
— теплоизоляция – сооружения из газобетона принято называть «теплый дом»; материал отлично удерживает тепло в холодный период года, и одновременно не позволяет перегреваться летом, создавая, таким образом, микроклимат внутри здания;
— огнестойкость – газобетон не горит, поскольку в своем составе не имеет горючих компонентов;
— устойчивость к грибкам и паразитам – благодаря высокой степени влагоустойчивости, нет среды для появления плесени или грибка;
— долговечность – строения из газобетона имеют довольно солидный срок эксплуатации – специалисты отмечаю срок от 50 до 100 лет.
 Оборудование для производства газобетона подбирается в зависимости от способа и предполагаемого объема производимого материала. Востребованность газобетонных блоков на рынке индивидуального строительства может стать отличным поводом для организации собственного бизнеса по их производству.
Оборудование для производства газобетона подбирается в зависимости от способа и предполагаемого объема производимого материала. Востребованность газобетонных блоков на рынке индивидуального строительства может стать отличным поводом для организации собственного бизнеса по их производству.Для организации небольшого предприятия достаточно иметь технологию, сырье, и, конечно, необходимо специальное оборудование для производства газобетона. Особо надо отметить, что качество производимого газобетона в домашних условиях, абсолютно не отличается от материала, выпущенного на промышленных предприятиях, где работают целые комплексы, а вернее сказать линии для производства газобетона.
Способы производства газобетона
1. Автоклавный способ. При изготовлении газобетонные блоки проходят специальную обработку в автоклавах, с высокой температурой и давлением. Материал отличается высокой прочностью и долговечностью. Метод используется исключительно в промышленных условиях, так как требует наличия специального и довольно дорогостоящего оборудования.
2. Неавтоклавный способ. Данный способ имеет два этапа. Первый – производство бетонной смеси, включающей специальные добавки, второй – заливка смеси в формы до полного ее отвердения в естественных условиях. Такой газобетон имеет гораздо меньшую прочность и соответственно срок эксплуатации. Вместе с тем этот способ вполне подходит для домашнего изготовления и не требует больших затрат на оборудование для производства газобетона.
Компонентный состав материала практически не меняется от способа производства, могут иметь место только отдельные нюансы.
Технологии и оборудование для производства газобетонных блоков
Технология производства газобетона известна с незапамятных времен, в производство газобетонных блоков в промышленных масштабах началось в начале XX века в Швеции. В состав смеси для производства газобетонных блоков входит цемент. Марка цемента имеет значение, поскольку это один факторов, влияющих на прочность готового материала. По технологии необходим цемент марок М400 и М500. Помимо цемента для производства автоклавного газобетона применяется кварцевый песок, негашенная известь, алюминиевые газообразователи и вода. Возможно использование каких-либо дополнительных компонентов, например, гипсового камня.
Что включает оборудование для производства газобетонных блоков? В условиях масштабных предприятий процесс изготовления выглядит таким образом. После формирования газобетонной смеси масса выкладывается в крупногабаритную емкость. Далее следует этап нарезки, который выполняют специальные машины. Резка производится с помощью струн, что позволяет получать блоки точных размеров. Такая точность габаритных размеров важна в силу того, что материал укладывают на клеевую основу.

Промышленные линии для производства газобетона
Масштабы современного строительства требуют наличие материалов в необходимом количестве и самого высокого качества. Такие условия может обеспечить только предприятие с необходимым и современным оборудованием. Линии для производства газобетона позволяют увеличить производительность и сократить время производства. Практически все процессы производства полностью автоматизированы. Это полностью исключает погрешность в технологии и так называемый человеческий фактор.
Еще один момент — производительность линии. В зависимости от масштабов производства можно выбрать линию определенной производительности. Главной ее составляющей является газобетоносмеситель, объем которого считается главным показателем общей производительности линии.
Итак, согласно с выбранным способом производства, необходимо приобрести оборудование. Как отмечалось ранее, оборудование для производства автоклавного газобетона предполагает масштабное производство. Для этого необходимы соответствующие площади, где будет располагаться линии производства газобетона.

Технология и оборудование для производства автоклавного газобетона
— дозировка и смешивание компонентов;
— формирование массы;
— закладка массива в форму;
— выдерживание и опрокидывание бетонной смеси;
— формирование газобетонного блока или резка заготовки;
— подготовка блоков к закладке в автоклав;
— загрузка в автоклав;
— время выдержки в автоклаве;
— выгрузка из автоклава;
— упаковка и загрузка на поддон.
Более простой и менее затратный способ производства газобетонных блоков – неавтоклавный. Таким методом можно изготавливать строительный материал в домашних условиях. Он не требует больших помещений или специального оборудования. Тогда возникает вопрос – какое необходимо оборудование для производства неавтоклавного газобетона?

Технология и оборудование для производства неавтоклавного газобетона
— дозировка и смешивание компонентов – принципиальной разницы в компонентном составе между автоклавным и неавтоклавным методами производства не существует;
— подготовка форм для выкладки готовой смеси;
— выкладка массы;
— время на застывание газобетона;
— формирование газобетонного блока — для распила можно использовать любые подручные инструменты, как механические, так и электрические.

Производители оборудования для газобетона
Родиной газобетона считается Швеция. Именно там была впервые применена технология вспенивания цементно-известковой смеси с помощью алюминиевого газообразователя. Технология постоянно совершенствовалась. Параллельно улучшалось качество и технические характеристики материала. Некоторые производители работают над качеством и свойствами строительного материала, другие постоянно модернизируют оборудование для производства газобетона.
Среди европейских заводов-производителей оборудования для производства строительных материалов обязательно надо сказать о предприятиях Германии. Немецкое оборудование для производства газобетона по праву считается одним из самых качественных не только в Европе, но и в странах Азии и Америки. Лидер среди немецких концернов оборудования для производства строительных материалов – фирма «Masa». Предприятие имеет внушительный опыт работы, и значительный авторитет на рынке.
Еще одна величина – концерн Hess AAC. Это предприятие выпускает готовые заводы для производства газобетона и других материалов и конструкций.
Строительство из газобетонных блоков считается приоритетным направлением среди строительных технологий.
Поделиться: