Как паять полипропиленовые трубы в труднодоступных местах
На чтение 5 мин. Просмотров 1.5k. Опубликовано Обновлено
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства.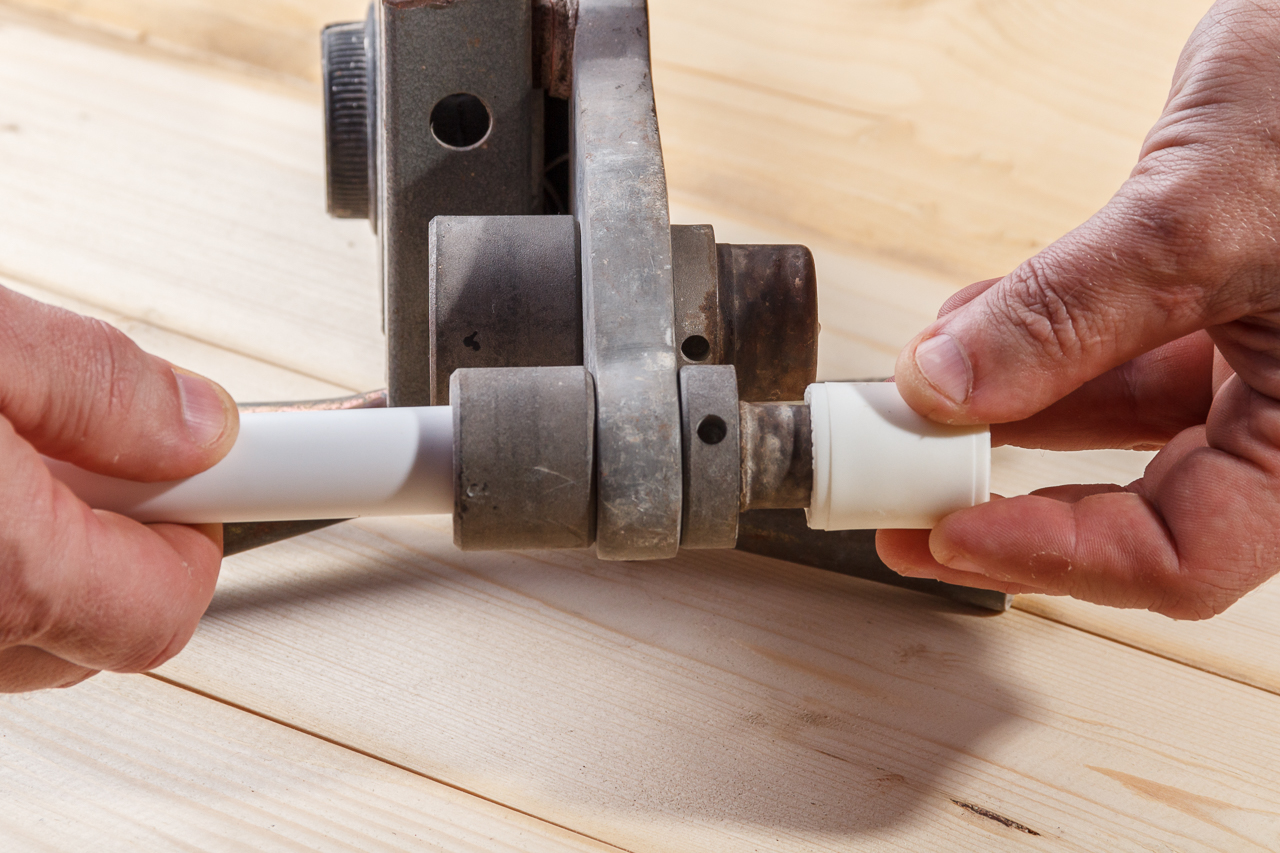 Здесь прибегают к различным хитростям.
Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут.
 Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки. - Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
 Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.Бывает так, что необходимо заменить участок повреждения.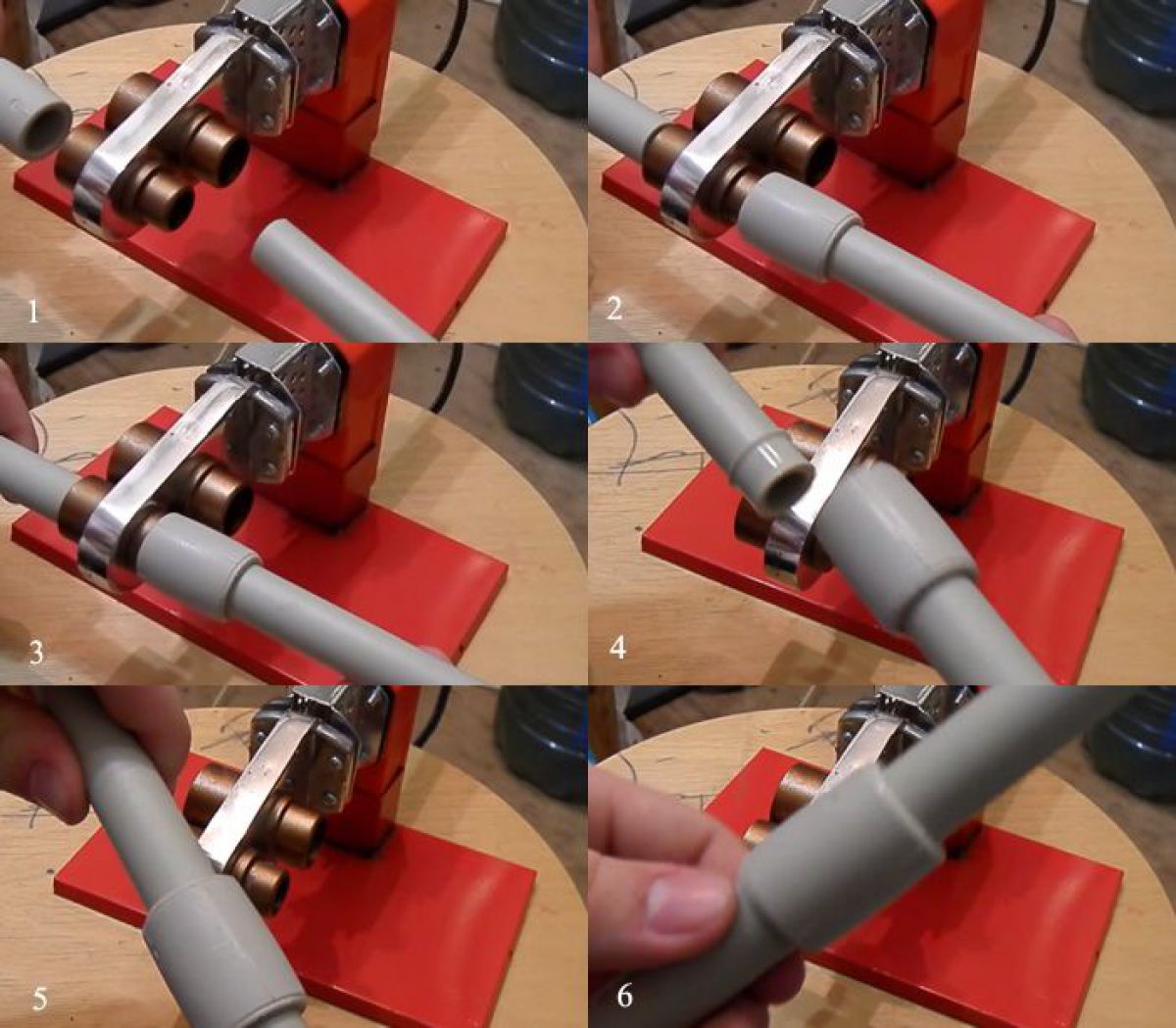 Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
 Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
Какие у нее преимущества перед другими?
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.

У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
 Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.- Спайка узла на весу – В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла – Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.

Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.
После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Современные технологии позволяют смонтировать сложные и гибкие в использовании системы водоснабжения.
 И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.
И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.Как паять полипропиленовые трубы для отопления в труднодоступных местах правильно: видео-инструкция
Пластиковые трубы поучили невероятно широкое распространение в сантехнике благодаря множеству своих неоспоримых преимуществ. Одним из них является простота соединения отдельных полипропиленовых элементов посредством пайки.
Далее мы рассмотрим основные принципы выполнения такой задачи.
Как паять полипропиленовые трубы своими руками с помощью специальных инструментов
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Совет: не рекомендуется использовать пластиковые изделия при обустройстве трубопровода, предназначенного для отопления квартир в регионах с особо суровыми зимами.
 При сильных морозах там возможна подача теплоносителей, температура которых превышает 95 градусов Цельсия, что может привести к возникновению аварийной ситуации.
При сильных морозах там возможна подача теплоносителей, температура которых превышает 95 градусов Цельсия, что может привести к возникновению аварийной ситуации.Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
 Их деформирование в случае нагрева в пять раз меньше.
Их деформирование в случае нагрева в пять раз меньше.Пример применения П-образного элемента
Совет: рекомендуется использовать оба метода для большей эффективности, так как армирование не предотвращает удлинение, а лишь уменьшает его.
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера
Совет: следует помнить, что смысл приобретать армированные изделия имеет только в случае использования их в отопительной системе, так как они способны переносить больший температурный порог без деформаций.
Для обустройства же канализации и водопровода их более высокая цена окажется неоправданной.

Приступаем к пайке
Но сначала давайте разберёмся, чем паять полипропиленовые трубы:
Инструменты
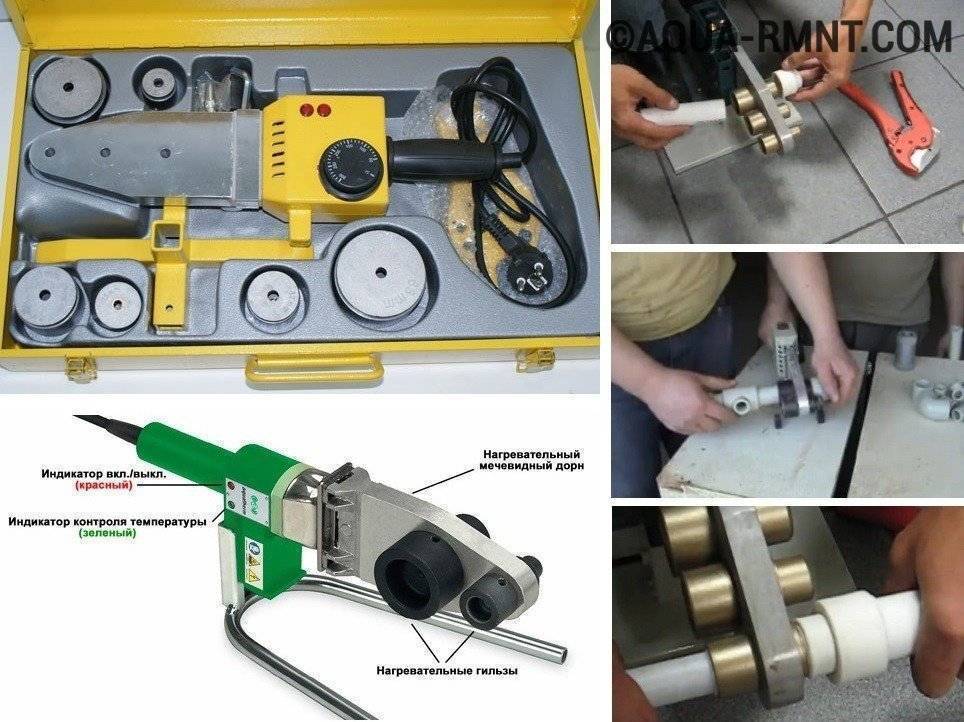
Паяльник для полипропиленовых труб
Самое главное значение, конечно же, имеет специальный паяльник, так как именно им вы и будете создавать соединения. Мощность самого простого подходящего для работы агрегата не превышает 800 Вт, а в комплекте имеются насадки для наиболее распространённых в бытовом использовании труб с сечениями 20, 25 и 32 мм.
Совет: не стоит тратить деньги на более мощные аппараты, так как данный показатель влияет только на время разогрева, а не качество пайки.
В труднодоступных местах больше подойдёт к использованию прямой паяльник
Также вам ещё понадобятся следующие принадлежности:
| Название | Назначение |
| Рулетка | Производить все необходимые замеры |
| Карандаш | Наносить разметку согласно произведённым замерам |
| Ножовка по металлу | Резать трубу на отрезки необходимой длины |
| Остро заточенный нож | Снимать фаску с края обрезанного изделия |
Совет: рекомендуется для резки использовать специальные ножницы-труборезы.
Они одним движением производят ровный срез строго под прямым углом, что значительно экономит время и силы.

Ножницы для резки ПВХ труб
В случае если вы планируете работать с армированными изделиями, то обязательно обзаведитесь подходящим шейвером. Дорогой инструмент выбирать нет смысла, так как его стоимость обусловлена долговечностью, а вам для разового использования вполне достаточно будет и дешёвой модели.
Осуществление пайки
Теперь переходим непосредственно к вопросу, как запаять полипропиленовую трубу? Проверьте наличие всего необходимого под рукой и приступаем.
Шаг 1
Инструкция:
- Замеряем нужный отрезок, добавляем к нему 20 мм, которые, несомненно, оплавятся в процессе работы.
Нанесение разметки карандашом
Шаг 2
- Отрезаем точно по намеченной линии.
Порезка трубы специальными ножницами
Шаг 3
- Устанавливаем в паяльник подходящую насадку и ждём её разогрева.
Паяльник с насадкой греется до нужной температуры
Шаг 4
- Срезаем фаску с внешней стороны трубы и с внутренней стороны фитинга. Если этого не сделать, то оплавленные края могут задраться, что сделает соединение не пригодным к эксплуатации.
Шаг 5
- Шейвером снимаем армированный слой. Для этого вставляем изделие в прибор и несколько раз проворачиваем.
Обработка армированной пластиковой трубы шейвером
Шаг 6
Процесс плавления пластика паяльником
Шаг 7
- После того как материал начал плавиться вынимаем изделия и плотно соединяем их до упора.
Совет: ни в коем случае не проворачивайте трубу в момент соединения. Это приведёт к появлению складок и нарушению целостности структуры.
Шаг 8
- Держим конструкцию около пятнадцати секунд, после чего работу можно считать завершённой.
Осуществление спайки
Совет: в случае образования на насадке остатков пластика не рекомендуется убирать их ножом, так как вы им можете повредить хромированную поверхность.
 Лучше включите паяльник и аккуратно, чтобы не обжечься, снимите капли ветошью.
Лучше включите паяльник и аккуратно, чтобы не обжечься, снимите капли ветошью.Заключение
Как научиться паять полипропиленовые трубы? Ознакомиться со всеми вышеприведёнными рекомендациями и правилами, после чего проверить их на практике. После этого, вы можете быть уверены, что в бытовых объёмах отлично справитесь с прокладкой пластикового трубопровода.
Готовые соединения полипропиленовых труб
Видео в этой статье предоставит вашему вниманию дополнительные материалы, имеющие непосредственное отношение к изложенной теме.
Удачного вам выполнения монтажных работ!
Как паять полипропиленовые трубы своими руками: видео
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото – фитинги и прочие соединители для полипропиленаИменно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
 Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото – сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
 На полученное соединение надевается электромуфта с мощностью 1800 Вт;
На полученное соединение надевается электромуфта с мощностью 1800 Вт;Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото – фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Как правильно спаять полипропиленовые трубы, инструкции, советы и рекомендации
Водопровод и отопительная система — это неотъемлемые элементы любой современной квартиры или дома. Основой этих систем являются трубы. На смену традиционным чугунным и стальным конструкциям приходят более долговечные и простые в монтаже полипропиленовые водопроводные и отопительные конструкции. Они пластичны, легко ремонтируются или заменяются, не подвержены коррозии.
Правильный выбор и грамотное их соединение позволит обеспечить долговечность водопроводных и тепловых отопительных систем.
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм. Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
- Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.
Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза. Это очень важно для надёжности спайки соединений.
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.
Обезжиривающее средство
Необходимо для качественного расплава изделий и герметичного соединения конструкции.
Пайка полипропиленовых труб
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Ремонт вышедших из строя участков магистрали
При разрыве трубы, течи или в результате некачественной пайки порой возникает необходимость замены вышедшего из строя участка. Для этого отключается водоснабжение и вырезается повреждённый участок специальными ножницами. В местах отреза в обязательном порядке осушаются края труб, зачищаются и протираются спиртосодержащей обезжиривающей жидкостью. Только после этого приступают к привариванию нового исправного куска методами, описанными выше в зависимости от температуры, проводимой по магистрали воды.
Метод холодной сварки
Этот способ соединения элементов магистрали подойдёт только для холодной воды под незначительным давлением. Стыковочные поверхности обезжириваются. Наносится специальный клей, продающийся в строительных магазинах, элементы стыкуются и фиксируются на тридцать секунд. Водопровод будет готов к использованию только через час. Такой метод не отличается надёжностью и не создаёт монолитное соединение деталей.
Полипропиленовые трубы — это хорошая альтернатива классическим, стальным или чугунным магистралям. Монтаж водного и теплового снабжения с их помощью прост, не трудоёмок и дешёв. Поэтому эти изделия заняли своё большое и законное место в своём сегменте строительного рынка.
Как правильно паять пластиковые трубы своими руками
Полимерные материалы вытесняют традиционный металл со строительного рынка. У многих застройщиков, выбравших водопровод, отопление из полиэтилена, полибутилена, полипропилена, после приобретения возникает проблема, как паять пластиковые трубы. Технологи простая, не требует обучения, достаточно небольшой практики, полуметрового куска трубы, покупки паяльника с минимальной комплектацией. Инструкция к прибору сварки позволяет работать сразу, таблица времени разогрева стыков в зависимости от толщины стенки изделия обеспечивает высокое качество шва.
Инструкция по пайке пластиковых труб в домашних условиях
Простейшая инструкция, как паять пластиковые трубы, выглядит следующим образом:
- сварочный аппарат устанавливается на подставку, идущую в комплекте, включается в сеть
- в отверстие паяльника устанавливается гильза
- подготавливаются концы – трубу необходимо подрезать, снять фаску, нанеси маркером риску для контроля глубины погружения в муфту
- прибор сигнализирует о нагреве до 270 градусов звуком
- муфта одевается с одной стороны гильзы, труба вставляется в ответное отверстие
- для нагрева засекается время, выбранное в таблице (10 – 4 секунды), вращать детали на гильзе запрещается, как при установке, так и во время ожидания
- оплавленные концы стыкуются без прокручивания до нанесенной маркером риски, фиксируются на несколько секунд
- процесс повторяется для ответной стороны муфты, второго куска трубы
После нескольких соединений технология становится понятной, а, после сборки контура отопления пользователь узнает секреты, как паять пластиковые трубы в неудобных местах. На практике обычно стыкуют отдельные заготовки, окончательную сборку (последние два стыка) производят по месту.
Пайка трубы электромуфтой
Электромуфтовая технология проще предыдущей, в ней нет ничего сложного для тех, кто знает, как паять пластиковые трубы вышеописанным способом. Ошибки полностью исключаются благодаря встроенным в тело фитинга спиралям, программе внутри прибора. Технология выглядит немного иначе:
- обрезаются, обрабатываются под фаску кромки обеих труб (вдвое увеличивается производительность)
- концы так же обезжириваются, в контрольных рисках отпадает необходимость
- при значительной длине деталей трубопровода используются зажимы (механические, ременные)
- прибор включается в сеть, открывается таблица в инструкции либо осуществляется считывание прибором штрих-кода с каждой заготовки
- звуковой сигнал говорит о готовности аппарата к пайке
- электроды подсоединяются к гнездам на теле муфты, время нагрева устанавливается автоматически либо вручную
- через несколько секунд на монитор выводится информация о завершении процесса
- отрицательный результат случается при КЗ, дефекте спиралей в муфте, в остальном сварка проходит безупречно
После первого же стыка становится полностью понятно, как паять пластиковые трубы. Этот вариант позволяет заранее собирать контуры, поочередно переключая электроды с муфты на муфту. Увеличивается скорость без потери качества. Сложные стыки становятся доступнее, единственным недостатком метода является повышенная стоимость муфт. Электромуфтовый аппарат дешевле, компактнее, отсутствует опасность повреждения покрытий нагретым корпусом паяльника. Несовершенство первого метода (сварка небольших диаметров) в данном случае отсутствует. Для крупных труб необходимо лишь увеличить надежность фиксации в момент установки, нагрева муфты.
Дом, дизайн, ремонт, декор. Двор и огород. Сделай сам
Как паять полипропиленовые трубки своими руками с помощью диффузионного паяльника или фузиотерма. Как паять полипропиленовые трубы? Как паять трубы паяльником
Если вы решили собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы в единой системе, нужно изобразить, как производится сварка пластика.Однако пусть вас это не пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производственных сварочных работ Вам потребуется:
- рулетка; Маркер
- ;
- строительный уровень;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Все инструменты, кроме последнего, есть практически в любой мастерской. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее не покупать его, а давать взаймы или брать напрокат.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое вы собираетесь использовать.
Важным элементом является подошва, оснащенная ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные плакированные насадки. Регулировка температуры осуществляется с помощью термостата, который находится на корпусе.
Труба для пайки технологическая
Приступая к работе, устройство необходимо установить в желаемом положении и закрепить на нем насадку подходящего размера.С помощью термостата установите необходимую температуру:
- 260 ° C для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться в течение 10-20 минут, прежде чем индикатор погаснет.
Выполняя пайку, необходимо исходить из следующих данных:
| Наружный размер трубы, мм | |||||
| Интервал до этикетки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Продолжительность охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- Специальными ножницами отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места стыков;
- Пубон и списать, установить в насадку и прогреть в течение времени, указанного в таблице;
- Предварительно нагретые элементы соединить между собой, вставив трубу в дугу.Эта операция должна быть завершена в течение времени, указанного в Таблице технологической паузы;
- После выполнения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности работы трубопровода следует обратить внимание на следующие детали:
- Первая сварка должна быть произведена через пять минут после нагрева паяльника.
- При необходимости сварить армированные трубы следует с помощью специального инструмента Sheer, чтобы удалить алюминиевые и полипропиленовые трубы, образующие два верхних слоя. После этого производится стыковка труб по уже описанной методике.
- Сварочные работы разрешается проводить только при плюсовой температуре окружающей среды.
- После сварки дать соединенным трубам остыть, не допуская их прокручивания или взаимного перемещения. В случае, когда соединительные швы оказались некачественными, узел необходимо разрезать и заново произвести процесс сварки.
Работая СО, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, необходимо помнить, что форсунки имеют тефлоновое покрытие, препятствующее образованию автомобиля. По завершении каждой операции с них нужно удалять оставшиеся остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения форсунок, так как это может привести к повреждению покрытия и нарушению работы всего устройства.
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими типами пластиковых труб. Процесс соединения одинаков для любых полипропиленовых труб, за исключением армированных, которые при установке имеют свои особенности. Простота и доступность данного вида работ позволяет проводить их самостоятельно в домашних условиях с соблюдением надлежащей технологии сварки и при наличии соответствующего инструмента.
При установке труб из полипропилена можно использовать один из трех основных типов подключения:
- диффузионная пайка;
- игольчатый электрофинг;
- холодная сварка.
Рассмотрим подробнее все три типа полипропиленовых труб: их особенности, основные достоинства и недостатки.
В этой статье:
Диффузионная сварка с электриком
При этом способе изготовления трубных смесей используются различные хорошие фитинги и специальный электронагреватель (паяльник).
Комплектуется сменными парными насадками Размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и других характеристиках полипропиленовых изделий. Читать.
Пара форсунок закреплена на ТЭНе электрической машины и нагревается им до температуры 260 ° С . Соединительные детали вставляются в нагретые форсунки на несколько секунд. За счет этого происходит нагревание и частичное оплавление сопел поверхностей полипропиленовых элементов.
После этого труба и разнородный элемент быстро извлекаются из сопел и вставляются друг в друга.В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После охлаждения они образуют полностью монолитное соединение.
Достоинств этого метода:
- легкий процесс пайки;
- низкая стоимость волонтеров;
- небольшая стоимость электрика.
Недостатки:
- Недостаток использования электроприборов в труднодоступных местах.
Диффузионная сварка полипропиленовых труб самая распространенная для самостоятельной прокладки В домашних условиях.
Соединение труб с помощью электрофореза
Электропровод— это различные соединительные элементы особой конструкции, внутри которых встроены электронагреватели с отходящими контактами.
При установке труба вставляется и жестко фиксируется в гальванике. К внешним контактам гальваники с помощью проволоки сварочный аппарат подключается к источнику питания к нему в заданном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное оплавление внутренней поверхности гальваники и спайка трубок ПП с соединительным элементом.
Достоинств этого метода:
- быстрый и технологичный процесс сварки труб.
Отказ:
Пайку труб из полипропилена электролитическим способом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяется .
Холодная сварка труб осуществляется специальным клеем . Имеет особый состав, смягчающий внешние поверхности соединяемых элементов.
Для этого соединения предотвращают соединения, затем на них наносится клеевой слой. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются определенное время.
Ступенчатое трубное соединение при холодной сварке не уступает по прочности диффузионному термическому шипу .
Преимущества:
- простая технология, не требующая покупки электронагревательного оборудования.
Отказ:
- Данный способ компаундирования полипропиленовых труб может применяться только для систем холодного водоснабжения.
Как паять полипропиленовые трубы
Учитывая, что электролитической сваркой и холодной сваркой в домашних условиях практически никто не пользуется, дальнейшая инструкция будет посвящена самостоятельной сварке полипропиленовых труб с помощью электрического аппарата.
Инструменты и материалы
Для работы необходимо подготовить:
- специальное электрооборудование с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (ножницы для труб) или пила;
- напильник или острый нож для удаления заусенцев на концах труб;
- мерная рулетка или линейка;
- маркер или мел для нанесения отметок на соединяемые детали;
- установочное приспособление для пайки труб диаметром более 40 мм.
Помимо ПП труб и соединительной арматуры, потребуются также стержни ж / б и жидкость для обезжиривания поверхностей нагревательных форсунок (ацетон, спирт и т. Д.).
Таблица параметров и времени сварки
Для обеспечения наилучшего качества соединений необходимо соблюдать определенные правила. Параметры, указанные в таблице, зависят от диаметра изделий и температуры окружающей среды.
Температура пайки трубы: 260 градусов.
| Диаметр наружный, мм | Посадочная глубина, мм | Время нагрева, сек. | Время блокировки, сек. | Время охлаждения, мин |
|---|---|---|---|---|
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Продолжительность нагрева совмещенных деталей указана в таблице для температуры окружающей среды 20 ° С.При более низкой температуре время нагрева нужно немного увеличить.
Посмотреть видео: Как сварить полипропиленовую трубу
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:
Резак для резки труб
С помощью рулетки, маркера и специальной резки для труб или пилы отмеряется и отрезается кусок трубы нужного размера. Перед этим желательно сделать разрез пробирки, чтобы убедиться, что инструмент острый.
С конца разреза трубы снимается лицевая фаска и все заусенцы.
При диаметре трубы более 40 мм ее концы необходимо обрезать под углом 35-45 ° во избежание образования размаха при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Соединяемые детали проверяются на отсутствие внешних дефектов. При этом труба должна плотно прилегать и до конца входить в соединительный элемент без люфта и перекоса.С помощью большого ковша выбирается еще один разнообразный элемент.
Соединяемые поверхности обработаны обезжиривающей жидкостью.
На конце трубы маркером отмечена глубина входа в соединительный элемент с учетом зазора около 1 мм, что необходимо для предотвращения сужения внутреннего диаметра трубы из-за выдавливания ее торцевой край при пайке.
Также отмечено взаимное расположение деталей относительно друг друга.
Подбирается соответствующая пара износа необходимого диаметра нужного диаметра.
Их поверхности очищают обезжиривающей жидкостью с вешалкой и проверяют в них свободный вход. соединительные детали Без большого люфта.
Подготовлен к работе электрочайник. Для этого выбранные насадки закрепляются на его ТЭНе, паяльник устанавливается на подставку и подключается к электросети.
Температуру нагрева надо выставлять на термостате паяльника.
Вставить трубки в сопло паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, соединенные детали из полипропилена вставляются в насадку на несколько секунд.
Если детали с трудом входят в сопло, то допускается их небольшое осевое вращение. При этом соединительный элемент сначала находится на внутреннем сопле, а затем конец трубы вставляется во внешнее сопло.
После нагрева они извлекаются в обратном порядке. Это сделано потому, что соединительный элемент имеет большую толщину стенки и требует более длительного нагрева.
Плавно вставьте детали друг в друга
После необходимого прогрева детали извлекаются из сопел паяльника и плавно вставляются друг в друга до совмещения меток, предварительно нанесенных маркером.Осевое вращение деталей относительно друг друга не допускается.
Необходимо следить за совмещением получившегося соединения.
После соединения детали необходимо выдержать в фиксированном положении несколько секунд согласно приведенной выше Таблице параметров пайки.
Можно использовать трубопровод по истечении 50-60 минут после пайки.
При обнаружении дефектов соединения эту трубу отрезают и проводят новую пайку.
Пайка армированных труб
МАШИНА ДЛЯ СПОРТИВНОЙ ЛЕНТОЧНОЙ ТРУБЫ
ТрубыPP, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками. Рабочее давление и температура, поэтому чаще всего используются для систем отопления и ГВС.
При сварке армированной алюминиевой обводки трубы перед тем, как вставить ее в нагревательный патрубок электрического щита, необходимо удалить внешний полипропиленовый слой с конца трубы и алюминиевой оболочки на необходимую длину соединения.
Это делается с помощью специального резака для труб или острого ножа.
Для пайки труб, армированных стекловолокном, такая операция не требуется.
Видео: как паять армированные полипропиленовые трубы
При выборе системы отопления необходимо учитывать как эффективность обогрева помещения, так и текущие и плановые затраты на установку и дальнейшее обслуживание системы оборудования.Сравнение для частного дома.
О способах регулирования температуры радиаторов отопления.
Пластиковые трубы благодаря доступной стоимости и простоте подключения заняли ведущее место при устройстве водопроводных и тепловых сетей. Не смотря на то, что такие конструкции менее долговечны и не так долговечны, как многие металлические, многие отдают им предпочтение, когда планируют переоборудовать инженерные коммуникации в свой дом. В первую очередь всех привлекает скорость монтажных работ, так как пайка полипропиленовых труб дает прекрасную возможность в короткие сроки сделать довольно прочное и прочное соединение.
Классификация полипропиленовых труб
Достаточно прочный пластик, из которого изготавливают трубы, не страшные коррозии. Они стабильны перед отложением солей и накоплением известковых пластин. Полипропиленовые конструкции используются для длительного использования. Срок службы не менее 50 лет. На самом деле это вполне реальный термин при условии, что такие трубы будут использоваться непосредственно в местах с учетом условий их применения. Все предметы рассчитаны на длительное воздействие.высокое давление При низких температурах. Все трубы этого вида выпускаются четырех цветов. Но их цвет никак не влияет на сферу их применения и качество работы. Полипропиленовые трубы в первую очередь предназначены для систем водоснабжения, отопления. В некоторых случаях возможно их совмещение с металлическими конструкциями. Возможно использование в любых типах трубопроводов — открытых, закрытых и пристенных.
Преимущества полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных моментов по сравнению с другими видами материалов.Они не подвержены коррозии и появлению грибка. Имеют высокий срок службы. По этим причинам пластмассовые изделия имеют широкую сферу применения как в промышленных, бытовых, так и в ремонтных работах.
Для монтажа полипропиленовых труб требуется специальный паяльный аппарат. Любое соединение пластиковой трубы с элементами водопровода осуществляется с помощью специальных соединительных деталей. Рассмотрим подробнее, как исповедовать трубы из пластика.
Термостойкость полипропиленовых труб
Чтобы усвоить инструкцию и правила работы с любым материалом, необходимо знать все его характеристики и свойства.Первое, на что стоит обратить внимание на пластиковые трубы — это на их термостойкость. Все свои способности любое изделие из пластика теряет при температуре от 140 градусов и выше. Поэтому производитель всегда указывает максимальный температурный режим. Для невооруженных труб этот показатель составляет 95 градусов.
Тип закупаемых труб — это, в первую очередь, обратить внимание на системы отопления и на систему горячего водоснабжения. Высокая термостойкость имеют армированные трубы, в которых сочетаются качества металлических и пластиковых конструкций.
Еще один важный момент, на который следует обратить внимание, — это максимально допустимое давление в трубе. Все цифры всегда указаны производителем.
Процесс термического удлинения полипропиленовых труб
Термическое удлинение — это показатель изменения линейного размера во время нагрева. Длинная и прямая труба трубы при сильном нагреве начнет покрываться волнами и давать. Не рекомендуется на одном участке трубы поддерживать систему отопления или подачи горячей воды от нахлеста до нахлеста.В противном случае может образоваться напряжение, которое в дальнейшем приведет к деформации труб и большим проблемам.
Инструкция: как паять трубы отопления во избежание неприятностей
1. В первую очередь необходимо использовать трубы с армирующим покрытием. Коэффициент давления у этого материала в пять раз ниже, чем у армированных труб. Также значение допустимого давления выше.
2. Используйте компенсаторы таким образом, чтобы изгиб трубы имел форму буквы «P». Так как в этом случае ножки изгиба начнут смыкаться эластичным пластиком, то при растяжении останутся прямыми.
Специалисты советуют применять оба метода монтажа системы отопления.
Трубы армированные полипропиленом
Армированные трубы — это изделия с жестким стекловолоконным или алюминиевым каркасом. Армирующий слой алюминия располагается либо вверху, либо между пластиковыми слоями. Слои скрепляются специальным клеем. При этом размер алюминиевого слоя варьируется от 0,1 до 0,5 мм. В противном случае выполняется армирование стекловолокном. В этом случае слой располагается прямо по центру, а сама труба имеет вид монолита, где слои плотно приварены друг к другу.
Армирующий слой влияет не только на характеристики трубы, но и на ход ее шипа. Монтажные работы на армированной трубе Практически ничем не отличаются от монтажа невооруженных конструкций. Но все же есть небольшое отличие — трубу с внешним армирующим слоем из алюминия необходимо защитить специальным средством — шалью. Внутренняя часть изделия защищена переноской.
Армированные трубы без покрытия намного дороже, поэтому использовать их для монтажа холодного водоснабжения нецелесообразно.Для проволоки с холодной водой полностью подходят стандартные полипропиленовые трубки.
Виды труб и фасонных частей
Трубы полипропиленовые Принято делить на 4 основные категории:
1. Деталь с тонкими стенками PN10 применяется для теплого пола и системы холодного водоснабжения. В этом случае показатель давления имеет значение 1 МПа, допустимая температура колеблется от -45 до 20 градусов.
2. Изделие PN16 предназначено для монтажных работ в системах отопления с низким показателем давления и системе холодного водоснабжения.В этом случае индикатор давления имеет значение 2 МПа, максимально допустимый уровень температуры 80 градусов.
3. Изделие Универсальное PN20 применяется для устройства холодного и горячего водоснабжения. Показатель давления имеет значение 2 МПа, предельно допустимая температура 80 градусов.
4. Изделие для монтажа холодного и горячего водоснабжения PN25, снабжено внутренним армированием Алюминий, показатель давления 2,5 МПа, предельно допустимая температура 95 градусов.
Для соединения полипропиленовых труб с другими изделиями из стали принято использовать фитинги с латунными или хромированными вставками. Существует несколько основных разновидностей фурнитуры:
1. Для изделий одного размера, но разного диаметра используйте запеченные муфты.
2. Для изделий разного и одинакового диаметра используется угол 45 и 0 градусов.
3. Для изделий одинакового диаметра используются тройник и тройной уголок.
4. Мощность.
5.Пайка из полипропилена.
6.Crestovina
7. Муфты комбинированные С. разных видов Резьбы.
Необходимый набор инструментов
Для шипов пластиковых труб принято использовать специальное паяльное оборудование. Купить такую машину можно в любом строительном магазине. Самостоятельные простые модели имеют мощность до 800 Вт. Такой мощности достаточно для организации необходимых коммуникаций в частном доме или своей квартире. Что касается профессиональных паяльных принадлежностей, то в них есть регуляторы температуры.Мощность устройства на качество пайки не имеет никакого влияния, она предназначена только для определения скорости нагрева материала до нужной температуры.
В комплекте паяльник стандартный, для труб из полипропилена идет в комплекте, насадки диаметром 20, 25 и 32 мм. Такие размеры подходят для муфт, различных соединений и стандартных труб. Все форсунки являются неотъемлемой частью нагревательного элемента. Форсунки имеют втулку, входящую во внешнюю часть трубы, и дорн, предназначенную для внутренних поверхностей соединяемых материалов.Идеально, если форсунки будут иметь тефлоновое покрытие. Такое покрытие служит отличной защитой от воздействия на них расплавленного пластика негатива. А также значительно облегчает процесс удаления расплава трубы и улучшает качество сварки.
Паяльник — необходимый инструмент, который предназначен для прокладки полипропиленовых труб, но кроме паяльника потребуется еще один набор инструментов:
1. Для измерения необходимого размера трубы требуется рулетка.
2. Для разметки стен и труб понадобится карандаш.
3. Пуновка по металлу при отсутствии ножа для пластиковой трубы.
4. Острый нож.
5. Для армирования внутри труб — носитель.
6. Для армирования внешней части труб — Шеймер.
Большое внимание уделяется монтажным работам по резке труб. Большинство. Лучшим инструментом в данном случае считаются специализированные ножницы из прочной стали. С их помощью можно отрезать трубы ровно под углом 90 градусов.Это поможет значительно сэкономить время и сделает процесс резки легким и простым. В последнее время производители в комплект для пайки стали включать такие ножницы, поэтому при покупке оборудования нужно обращать внимание на его содержимое.
Правила эксплуатации паяльника
2. На установленный паяльник собрать отдельные части трубопровода. Для удобства желательно привлечь к работе помощника.
3. Работа начинается только после прогрева паяльника до нужной температуры.Для того, чтобы он нагрелся до 260 градусов, достаточно 10-15 минут.
4. Время пайки припоя от сети не отключено.
5. Соединяемые детали необходимо одновременно нагреть.
6. Удалите остатки пластика брезентовым стержнем.
Перед началом работы включаем паяльный аппарат. Стандартные механизмы имеют два основных индикатора — включение прибора и термостат. Во время нагрева прибора показатели не обгоняются.Через 10-15 минут индикатор термостатора погаснет. Это говорит о том, что паяльник прогрелся до нужной температуры и готов к работе. Учитывая, что во время работы паяльник потребляет много электроэнергии, в этом случае лучше дождаться повторного включения паяльника, после чего можно приступать к работе. Берется труба и измеряется нужная длина. Длину следует брать с запасом, так как необходимо учитывать глубину патрубка и штуцера.Труба указанного размера отрезается ножницами или вручную по металлу. После этого нужно выбрать фитинг. Его внутренний диаметр в непрогретом состоянии должен быть больше диаметра трубы. Штуцер I. Внешний вид Трубы очищаются от пыли и обезвреживаются мыльным раствором, после чего тщательно просушиваются. Все детали устанавливаются на необходимые насадки паяльника. Труба вставляется внутрь рукава, а фитинг одевается на дорн. Все значения диаметра определены согласно таблице ниже:
Диаметр трубы, мм | Ширина ленты, мм | Время нагрева, сек | Время подключения, сек | Время остывания пиков, мин |
Затем все необходимые детали снимаются с паяльника и соединяются между собой без поворотов по его оси.Это нужно делать с небольшим давлением. Труба вставляется в фитинг на всю глубину. После окончательного застывания пластика все составы становятся надежными и прочными.
В том случае, если по краям вывода был сплошной приток по всей окружности, это означает, что соединение выполнено, правильно. Во время выдержки во время охлаждения запрещается вращать трубы. Если соединение имеет угол или оно оказалось смещенным, то его необходимо подрезать и выполнить все работы.
Отличительные моменты колючих армированных труб:
1. Гарнитура снимается снаружи и с помощью прозрачной арматуры защищается.
2. Если труба будет армирована сверху алюминием, ее просто устанавливают в зачистку и делают несколько оборотов.
3. Если армирование было внутренним, армирующий слой сильно прижимается к носителю и переворачивается.
Чтобы точно определить, насколько профессионально паять трубы из полипропилена необходимо обозначить, что в этой работе самое главное — действовать уверенно и быстро, а также следить за правильным соотношением деталей.Если пайка труб выполняется впервые, лучше предварительно сделать несколько пробных соединений. Это позволит контролировать качество выполненных работ. Для этого контрольного образца вам нужно разрезать. Во время работы большое внимание следует уделять уголкам, кранам и тройникам. Ручки крана должны быть перемещены в любое положение без препятствий и ни в коем случае не упираться в трубу. Кроме того, следует соблюдать охранное оборудование, так как работа ведется при большой температуре. Удаление частичек с трубы просто необходимо.В противном случае размягченный пластик окажется тонущим и в результате состав будет менее прочным. Трубку в фитинг нужно вставить до упора. Затем к нему в конце приваривается труба по всей длине. Этот момент очень важен, прежде всего, для изделий с внутренним армирующим слоем.
Форсунки тефлона запрещается очищать от остатков пластика металлическими предметами. Остается удалить грубой тряпкой.
Таким образом, мы рассмотрели весь процесс пайки полипропиленовых труб и все важные моменты в этом процессе.Прочитав эту статью, вы сможете самостоятельно попробовать себя в этом деле.
В сети можно найти множество обучающих видео, монтируемых на полипропилене.
Как паять полипропиленовые трубы — видео в целом покажет, но ряд тонкостей и нюансов лучше описать словами. Что мы сейчас пойдем.
Несколько общих слов
Если вы ищете инструкцию, как правильно паять полипропиленовые трубы — вы, наверное, уже определились с материалом, и нет смысла заострять внимание на его огромных достоинствах.
Однако необходимо немного общей информации, чтобы поведение труб в каждый конкретный момент стало для вас неожиданностью.
Термостойкость
Полипропилен начинает терять твердость и форму, начиная с температуры 140 градусов по шкале Цельсия.
Однако производители обычно указывают свои трубы и фитинги как максимальную рабочую температуру гораздо более скромную цифру 95 C.
Не будем особо обращать внимание на причины такой осторожности — они уже обсуждались во многих статьях; Скажем только, что использование полипропилена в подводящих трубопроводах теплоэнергетики действительно не стоит.
Если вы живете в регионах Крайнего Севера и зимой из крана горячей воды часто выламываются пары — неплохо будет отказаться в пользу оцинковки или меди.
Тепловое удлинение
Полипропилен при нагревании сильно меняет свои линейные размеры. По длинной прямой труба, обогрева, идет волнами или спасает. Если по толщине утеплитель из полипропилена монтировать внахлест внахлест и ограничиться толстой арматурой — возникающие напряжения могут привести к серьезным неприятностям.
Человек, не умеющий правильно паять полипропиленовые трубы, окажется в тупике.
Professional использует одно из двух решений:
- Возможно применение армированных вместо простых полипропиленовых труб . Армированный полипропилен имеет в пять раз меньший коэффициент теплового удлинения. При этом армированные трубы способны выдерживать несколько большее давление.
- Возможно применение компенсаторов — П-образных отводов прямого участка трубы .Эластичный полипропилен, расширяющийся, остается прямым за счет того, что ножки импровизированной буквы «П» немного приближаются к .
Совет: в случае систем отопления будет хорошей идеей комбинировать оба метода. Армированная труба не имеет теплового расширения, его просто меньше.
Арматура
На способ пайки полипропиленовых труб влияет наличие или отсутствие пресловутого армирующего слоя в трубе.
- Трубка армированная стекловолокном , по монтажу не отличается от невооруженной трубы;
- Труба с алюминиевым армирующим слоем Перед пайкой требуется обязательная зачистка.Для этого используйте специальный инструмент — Шейвер. №
Для труб с армирующим слоем он не снаружи, а между слоями полипропилена используется специальный — носитель, в котором узкий нож находится соответственно с торцевой стороны.
Армированные трубы предпочтительнее, если вы собираетесь монтировать систему горячего водоснабжения или отопления. В случае холодной воды армирование влияет только на один фактор — стоимость водоснабжения.
Для горячего водоснабжения и отопления — несомненный плюс
Инструмент
Чем паять полипропиленовые трубы? Для этого воспользуйтесь специальным паяльником.Его правильное название удивит самого капитана. Свидетельство: «Паяльник для полипропиленовых труб». Этот инструмент продается в любом строительном магазине; Младшие модели с минимальной комплектацией стоят от 400-500 руб.
У простейших солдатиков мощность ТЭНа около 800 Вт. Для пайки домашнего водопровода такой мощности хватает с избытком.
В целом мощность паяльника влияет на скорость его нагрева до нужной нам температуры; На сам процесс пайки это не влияет.
Типовой недорогой паяльникимеет связку для труб диаметром 20, 25 и 32 миллиметра. Этого достаточно при установке любого межкомнатного трубопровода в своей квартире.
Большую часть бюджета ремонта лучше вложить в качественную арматуру и полипропиленовые трубы — чем на пайку, не так уж и важно. Написанное на паяльнике слово никак не влияет на качество связи.
Даже если вы не знаете, как паять трубы из полипропилена, вы все равно найдете большую часть остального необходимого инструмента Дома.
Помимо паяльного телефона вам понадобится как минимум:
- Рулетка . То есть без него нужные разделы не очень удобно;
- Карандаш . Сделайте нужную длину на трубе, тоже что-нибудь понадобится;
- Фреза по металлу . При отсутствии специальных ножниц ей легко отрезать нужный участок трубы. Подойдет, впрочем, и турбина с любым режущим камнем;
- Острый нож .У него желательно снять фаску с трубы при установке.
Кроме того, будет очень удобное дополнение к трубопроводу ножницы для полипропилена. Они позволяют одним движением отрезать трубу идеально и строго под углом 90 градусов к ее оси. Это сэкономит вам много времени; Однако если таких ножниц нет — не рвите
Совет: Делая визит в магазин за паяльником — смотрите комплектацию.Многие производители ставят в комплект в качестве бонуса. Там иногда можно найти рулетку с карандашом.
Наконец, если вы приобрели полипропиленовые трубки, армированные алюминием — как их припаять без снятия изоляции? Простая бритва вас не испортит, дорогостоящий разовый ремонт того не стоит. Большая его дороговизна обусловлена износостойкостью и большим ресурсом. В нашем случае эти качества просто останутся невостребованными.
Причастная пайка
Так как же крепить полипропиленовые трубы?
- Запомните и отрежьте нужный пропил .Не забудьте добавить те 14-25 миллиметров, которые останутся зажатыми в штуцере;
- Установите нужную насадку в паяльник и включите нагрев . Это займет несколько минут; Именно продолжительность этой фазы зависит от мощности паяльника;
Совет: часто спрашивают, при какой температуре паять полипропиленовые трубы.
Самые примитивные паяльные жала предназначены только для полипропилена и просто не позволяют регулировать температуру; на универсал, который можно паять и более легкий полиэтилен, нужно вручную выставить 260 — 280 С.
- Снимите поверхность с внешней стороны трубы . Очистите прозрачный армирующий алюминий.
Трубу с наружным слоем алюминия нужно просто вставить в зачистку и сделать пару оборотов; В случае внутреннего армирующего слоя придется с некоторым усилием прижать съемник -эцер к концу трубы и повернуть. - Вставьте трубу в патрубок широкой рукой, на узкую наденьте штуцер .В случае толстостенного фитинга его нагрев займет несколько больше времени; Вы можете дать ему небольшую фору.
Как только поверхности расплавились — вставляем трубу в штуцер и держим еще десяток секунд. Подключение готово.
Сам процесс как паять полипропиленовые трубки — видео которые полно в сети покажут подробно.
Однако есть несколько полезных советов, которые могут помочь новичкам.
- Закрепите трубами для снятия .Если он не снимается изнутри штуцера — снимаем туда. В противном случае вы рискуете восстановить размягченный пластик, вставив трубу в штуцер.
Соединение может протекать и в любом случае станет намного менее прочным. - Вставляя трубу в фитинг — ни в коем случае не поворачивайте на . Поверхности будут собирать волны с таким же плачевным результатом для прочности соединения.
- И штуцер, и вставляем трубу в патрубок до упора .Переднюю часть также следует приварить к фитингу. Это особенно важно для труб с внутренним армированием из алюминия.
- Не пытайтесь очистить сопло с тефлоновым покрытием от остатков пластика чем-то металлическим . Лучше протереть грубой тканью с паяльником. Не переживай!
Заключение
Вот и все полипропиленовые трубки — как паять, чем паять и при какой температуре. Удачи в ремонте!
29 июля 2016 г.Специализация: отделка фасадов, внутренняя отделка, строительство коттеджей, гаражей.Опыт и опыт садовника и садовника. Также есть опыт ремонта автомобилей и мотоциклов. Хобби: игра не гитара и много чего еще, на что не хватает времени 🙂
На первый взгляд ничего сложного в сварке полипропиленовых трубок нет — детали нужно нагреть, чтобы расплавить пластик, а затем соединять. Однако на самом деле эта операция содержит ряд нюансов, от которых зависит качество результата. Поэтому я расскажу, как правильно сделать полипропиленовые трубы, а также рассмотрим наиболее частые ошибки, с которых заводит мастер.
Технология сварки труб
Инструменты
Многие владельцы домов и квартир, которым грозит замена трубопровода, интересуются, а как паять полипропиленовые трубы. Ведь именно такой вид «пластика» в последнее время стал самым распространенным.
Перед тем, как приступить к этой работе, необходимо подготовить следующие инструменты:
Процедура
Итак, инструкция по нересту трубок выглядит так:
- в первую очередь нужно вставить насадку в паяльник, а затем включить .Устройство должно прогреться до рабочей температуры, затем отключиться и снова включиться. Наблюдать за работой устройства позволяют световые индикаторы;
- Пока паяльник нагревается, можно подготовить трубу . Для этого необходимо вставить его конец в специальное приспособление и последним повернуть. Если трубка однослойная, эта операция не нужна;
- следующий этап является наиболее ответственным — штуцер и подсоединяемый к нему патрубок необходимо вставить в патрубок .Самое главное — правильно расположить трубы, чтобы не было перекосов и выдержать строго определенный срок. Последнее зависит от труб и самого аппарата.
Поэтому к каждому устройству в комплекте есть таблица, в которой указано время нагрева для труб разного диаметра. Как правило, для труб диаметром 25 мм время составляет 9-10 секунд. Трубы диаметром 32 мм нагреваются за 10-12 секунд.
Если перед пайкой труб из полипропилена пожать их больше, чем нужно, то они деформируются или во внутренних стенках появятся внутри, что снизит проходимость трубопровода;
- на этот раз указанные в таблице детали необходимо вытащить из патрубков и соединить между собой.. При этом важно не сдвигать друг друга относительно друг друга и дождаться, пока пластик застынет.
Если устройство имеет ручку для регулировки температуры, ее следует установить на 260 градусов.
На этом завершается процесс соединения деталей. По такой схеме подключаются все части трубопровода. Конечно, прежде чем приступить к его изготовлению, необходимо потренироваться в обрезке и слегка «набить руку».«
Общие ошибки новичков
Рассмотрим подробнее эти ошибки и способы их избежать.
Деформация компаунда
Профессиональный установщик перед тем, как спасти полипропиленовые трубы, должен их защитить. Кроме того, необходимо обратить внимание на чистоту пола, так как соединяемые детали обычно кладут на пол.
В большинстве случаев при демонтаже плохо приваренной арматуры даже можно увидеть грязевую полосу. Также губительной для соединения является влага.Даже несколько капель воды в процессе нагрева испаряются, в результате чего теряется прочность и деформируется.
На фото — следствие неправильной пайки
Чтобы удалить влагу из трубы, нужно засыпать в ней солью. По окончании работ трубопровод, конечно же, следует промыть.
Самое неприятное в таких ошибках то, что соединение может некоторое время сберегать силы и даже под прикрытием. Однако через какое-то время в этом месте точно придется перетекать.Иногда такие недостатки проявляются даже через год.
Поэтому, приступая к работе, в первую очередь нужно следить за чистотой. И даже форсунки должны быть чистыми. С их поверхности необходимо удалить остатки полипропилена и прочий хлам.
Неправильная установка
Основная сложность сварки состоит в быстром извлечении деталей из сопел и их соединении между собой. Эту операцию нужно выполнить за несколько секунд, и в целом — чем быстрее, тем лучше.
Если вы превысите лимит времени, сила соединения снизится. Чтобы избежать этой ошибки, необходимо, как уже было сказано выше, просто «набить руку».
Также начинающие мастера сразу после соединения деталей часто пытаются снять парусный спорт. Сделать это можно только после охлаждения соединения. Хотя, конечно, лучше не допускать образования поплавка, т.е.не переедать детали в насадках.
Неправильно подобранные материалы
Прежде всего, следует сказать, что цена на трубы не должна быть основополагающим фактором при их выборе.При приобретении некачественных материалов даже самый опытный мастер не сможет гарантировать вам прочность и долговечность составов.
Еще одна частая ошибка — подключение деталей разных производителей. Дело в том, что химический состав полипропилена может несколько отличаться. Соответственно при нагревании они могут вести себя по-разному.
Нарушение правил Montaja
Часто причиной плохой сварки является банальное нарушение правил монтажа или неточность Матеры.Эти ошибки включают:
- труба вводилась в фитинг не до конца — это приводит к тому, что остается место с более широким диаметром, и менее тонкой стенкой, чем запланировано;
- слишком сильное давление трубы в фитинге, приводящее к деформации;
- посадка штуцера домкрата — как правило, мастера прибегают к этому способу, если штуцер испорчен, а другого под рукой не оказалось.
Таким образом, залог качества пайки — точность и строгое соблюдение технологии.Только в этом случае трубопровод сможет прослужить долгие годы.
Вот собственно все нюансы пайки полипропиленовых труб, с которыми я хотел вас ознакомить.
Паяльник для полипропиленовых труб
Пластиковая водопроводная труба давно вошла в нашу жизнь. Непосредственным приспособлением при ремонте советского жилья, наряду с пластиковыми окнами, был водопровод из полипропиленовых труб.
Преимущества полипропиленовой водопроводной трубы перед стальной очевидны:
- Дешевизна и широкий выбор материалов;
- Простота работ по разводке и построению самой сложной и сложной трассировки труб;
- Экологичность, устойчивость материала к коррозии и отложению солей на стенах из полипропиленовых коммуникаций.
Те, кто сталкивается с утомительной и трудоемкой сантехнической установкой металлических труб, могут оценить простую технику соединения пластика с помощью специального паяльника для полипропиленовых труб.
Если в квартире пора делать ремонт, то проблема с заменой пластиковых сантехнических коммуникаций, в зависимости от наличия желания, денег и свободного времени решать:
- Наем мастера и друга, имеющего опыт работы с устройством для пайки полипропиленовых труб, которые помогают собирать с помощью паяльника, маркируются и разрезаются на отдельные куски пластиковых труб;
- Передача на откуп ремонтной бригаде ремонтников «под ключ» без всякого желания заниматься тонкостями сборки и пайки пластиковых узлов;
- Выполнение всех работ своими руками. №
Легкость сборки пайки пластика настолько увлекательна, что трудно устоять перед соблазном решить проблему водоснабжения не иначе, как выбрать и купить паяльник для полипропиленовых труб.
Сумма денег, потраченная на покупку инструмента, будет меньше стоимости услуг мастера, но при условии, что вы действительно знаете, как выбрать паяльник для полипропиленовых труб. По сути, паяльник для полипропиленовых деталей и фурнитуры представляет собой нагревательный элемент с термомеханическими или электрическими элементами управления нагревом и дисплеем.На нагревателе установлены две насадки, позволяющие нагревать паяльником внешнюю поверхность трубы и внутреннюю поверхность фитинга. Тепло длится в среднем около 5C, детали соединяются легким нажатием руками, чтобы схватить, и образованием прочных соединений в течение 2-3 секунд. В случае перегрева или кривобока соединительные детали могут контактировать с частью расплавленного пластика внутри трубы, в результате уменьшается внутренний диаметр трубы.
Важно! Выполняя большую часть паяльных и монтажных работ, вы можете лично контролировать качество пайки соединений полипропиленовых труб.
Для новаторов и мастеров своими руками поднимите руки паяльник для полипропиленовых труб. От качества паяльника и качества полипропиленовых труб зависит прочность и долговечность пайки.
Принцип работы паяльника прост и использует принцип наклеивания нагретой до температуры размягчения припаянной поверхности деталей из полипропилена. Не всегда возникает необходимость в перетяжке или перепайке половины разводки водопроводных сетей в доме.Иногда нужно поработать паяльником на два-три подключения. В этом случае может выручить самодельный мини-паяльник для полипропиленовых труб, изготовленный из самодельного утеплителя.
Для человека со стажем электромонтажных и сантехнических работ изготовить небольшой любительский вариант паяльника для полипропиленовых труб — дело двух часов.
Как правило, водопроводные трубы проложены в каналах и скрыты от посторонних глаз ширмами и декором, поэтому не стоит переживать за красоту и эстетичный вид.Что важнее — неправильная регулировка температуры и перегрев материала трубы или фитинга даже при небольшом напряжении приведет к браку. При пайке первым и главным вопросом является качество деталей подключения.
Если вы работаете на самодельном паяльнике, можно немного не дотянуть до мировых стандартов внешнего вида — не проблема, для любительских дел разрешены.
Для сборки самодельной пайки полипропиленовых труб потребуется:
- Нагревательный элемент — единственный обычный электрический утюг, желательно в виде замкнутого блока из алюминия с терморегулятором и электрическим шнуром с вилкой;
- насадка на паяльник для полипропиленовых труб и фитингов необходимого размера для ваших труб;
- Никелированный болт-гайка М8 для крепления форсунок к ТЭНу; Цифровой мультиметр
- с внешним термометром на основе термопары;
- зажим или другое приспособление, обеспечивающее надежную пайку на рабочей поверхности.
Помимо температуры важна скорость или мощность нагрева поверхности деталей. Если протопить полипропиленовый фитинг или трубу достаточно долго — детали, подверженные воздействию температуры, не имеют формы и размеров.
Следовательно, чтобы быстро расплавить поверхность диаметром 15-30 мм, необходима мощность 700-900 Вт, что примерно соответствует максимальной мощности нагревателя утюга.
Собрать самодельные пропиленовые муфты:
- На расстоянии 30-40 м от носовой части алюминиевой подошвы просверлить сквозное отверстие диаметром 8 мм с винтом и гайкой, соединяющими насадку с трубой и штуцером с основанием нагревателя;
- Установите железную палку на подошвы каменки так, чтобы она не ограничивала доступ к прикрепленным к ней насадкам;
- Подсоедините проводку к контактам ТЭНа утюга;
- Включен в сеть и с помощью мультиметра, цифрового термометра и регулятора на утюг выставляю температуру 265, , на С.
Используйте хомут для фиксации самодельной пайки полипропиленовых труб, что позволит паять детали самостоятельно, без помощника, ручку также можно сделать с максимальным удобством и минимальным риском ожога.
Всегда считалось, что лучшим инструментом является профессиональная версия, рассчитанная на длительное использование и имеющая высокопроизводительную пайку полипропиленовых труб. Профессиональный паяльник для пластиковых труб включает в себя:
- Нанесение на сопла материалов, устойчивых к длительному нагреву, с высокой проводимостью, не прилипающих к нагретой поверхности полипропиленового компонента; как правило, используют головки из латуни или меди, с тефлоновым покрытием или углеродным волокном;
- Легкие и легко заменяемые насадки на фланце водонагревателя, в комплекте предполагается установка основных размеров труб от 16 до 160 мм;
- Металлизированная поверхность сопла обеспечивает высокую скорость нагрева полипропиленовых деталей.
- Наличие стабилизатора мощности нагревателя и авторегуляции температуры позволяет поддерживать паяльник в горячем состоянии неограниченное время без риска выхода из строя нагревательного элемента.
Обязательными атрибутами профессиональных моделей паяльников являются легко снимаемые подставка и футляр для хранения, а также возможность переноски устройства с принадлежностями.
Например, широко известен вариант паяльника для полипропиленовых труб дитрон или дитрон — кому как нравится.Он дает высокие оценки за надежность и удобство использования, простоту и прочную конструкцию. При пайке деталей пропиленом второе приходится быстро ставить, ронять или даже бросать шпильку на подставку, и это практически не влияет на ее работоспособность. В линейке DYTRON три модели:
- Емкость 850 Вт, корпус ремонтный, применяется для полипропиленовых труб диаметром до 36 мм;
- Мощность 1200 Вт — для полипропиленовых труб диаметром до 160 мм;
- С нагревателем в виде стержня мощностью 650 Вт.
К паяльнику прилагается ключ для смены бит, который можно установить от 3 до 12, ножницы для резки полипропиленовых трубок, строительный уровень, перчатки и подставка. При всех достоинствах стоит отметить один минус — заведомо завышенную цену на паяльник.
Важно! Такие устройства рассчитаны на долгие часы работы, но в любом случае требуют тщательного ухода, антипригарного покрытия на форсунках. Тефлон очень чувствителен к царапинам и сколам, поэтому для очистки, помимо ветоши, использовать твердые или металлические предметы не нужно.
Но даже специалисты, занимающиеся пайкой водопроводных труб, не всегда хотят покупать паяльник для полипропиленовых труб в дорогом профессиональном исполнении. Многие бюджетные модели, собранные из китайских и турецких комплектующих, работают отлично не хуже брендовых моделей.
Возьмем для примера типичную рабочую лошадку ремонтника — паяльник для полипропиленовых труб «Юнион»:
- Нагреватель большой мощности до 2 кВт;
- Набор состоит из шести модельных долот диаметром от 20 до 63 мм;
- Кроме того, паяльник оснащен шестигранным ключом для смены рабочего инструмента, держателем устройства и чемоданом для переноски.
Длина шнура питания 130 см, что явно недостаточно для работы. Но такой размер типичен для бюджетных моделей, тогда как у профессиональных паяльников полные 2,5-3,5 м. «Union» оснащен двухрежимным кнопочным переключателем обогрева и двумя цветными индикаторами — зеленым и красным, последний подсвечивает автоматику обогрева.
Паяльник, оснащенный всем необходимым для успешной пайки полипропиленовых труб, поэтому сложно сказать — переплачивать ли за комплектующие, как в случае с дорогими моделями паяльников.
Связанные с контентом
Как пропитать (припаять) медные водопроводные трубы для водонепроницаемого уплотнения
3 января 2012 г. | от Фреда (электронная почта) |Пайка трубок (называемая запотеванием) — это стандартный способ соединения двух или более кусков обычной медной трубы вместе. Паяное соединение образует прочное водонепроницаемое уплотнение, которое при правильном выполнении прослужит десятилетия или дольше. Фактически, правильное паяное соединение на меньше вероятности протечки на , чем на остальной части медной трубы, что может привести к образованию точечных утечек и химической эрозии.
Для многих домовладельцев мысль о том, чтобы что-нибудь установить по сантехнике, пугает. Мы все представляем, как наши подвалы или жилые помещения наполняются водой из-за какой-то ошибки или недосмотра в нашей работе. Дело в том, что базовая сантехника, включая трубы для потоотделения, обсуждаемые в этой статье, — это относительно простая работа, с которой любой мотивированный домовладелец может безопасно справиться с помощью всего лишь нескольких специализированных инструментов.
В этой статье рассматриваются основы соединения двух труб. Если вам нужна дополнительная информация, мы настоятельно рекомендуем Stanley’s Complete Plumbing , которая поможет вам разобраться в этой и многих других темах более подробно, чем мы.
Примечание о разрешениях и опыте: В некоторых юрисдикциях для выполнения сантехнических работ требуется иметь лицензию сантехника. Мы домашние мастера, а не сантехники без лицензии. Эта статья предназначена для общей информации. Вы можете проконсультироваться с лицензированным сантехником, прежде чем выполнять сантехнические работы у себя дома или на работе. В любом случае используйте эту информацию на свой страх и риск.
Примечание редактора: Эта статья была первоначально опубликована в январе 2009 года.Мы постоянно работаем над улучшением нашей базы знаний, и этот пост был обновлен, чтобы включить в него комментарии читателей, новые изображения и лучшие инструкции. Мы надеемся, что вы сочтете это полезным.
Основные сведения о трубах и фитингах
Большинство водопроводных труб в доме имеют диаметр от 3/8 ″ до 3/4 ″. Основные водопроводы имеют размер до 1 дюйма, а мелкие (например, для ледогенератора в холодильнике) могут составлять всего 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра.Размеры стенок медной трубы зависят от размера трубы, поэтому внутренний диаметр всегда приблизительно равен номинальной ширине. Медные водопроводные трубы продаются с тремя разными толщинами стенок (K, L, M) и могут быть жесткими или мягкими. На сайте Sizes.com есть отличная статья по основам медных труб для получения дополнительной информации.
Чтобы соединить два куска медной трубы вместе, необходимо использовать втулку или другой фитинг, внутренний диаметр которого соответствует внешнему диаметру трубы. Вы можете приобрести колена, заглушки, тройники, клапаны, муфты и другие фитинги в местном центре DIY.
Инструменты и материалы, необходимые для пайки труб
Список инструментов и материалов для стандартной пайки методом пота не является длинным и сложным. Все это доступно в вашем местном магазине больших коробок или магазине сантехники.
- Припой для сантехники (бессвинцовый) . Припой продается унциями на катушке. Припой плавится при гораздо более низкой температуре, чем медь, что делает его пригодным для соединения двух медных труб при нагревании.
- Щетка для медных труб .Щетка используется для очистки внутренней части фитингов и внешней стороны труб для подготовки их к пайке. В качестве альтернативы можно использовать песчаную ткань сантехника, но этот инструмент упрощает работу.
- Малый баллон с пропаном и Сварочный фиксатор . Используется для нагрева трубы и соединяемого фитинга.
- Флюс для сантехников . Используется для покрытия труб и фитингов с целью их подготовки к пайке.
- Сантехническая песочница . Используется для удаления заусенцев с труб.
- Прокладка термостойкая .
- Медная труба и Фитинги .
Совет: Пайка — это альтернативный метод соединения медных труб, который обеспечивает еще более высокую прочность соединения. Паяные соединения достигаются за счет использования других присадочных металлов (таких как BCuP или BAg), чем паяные соединения, однако эти сплавы требуют значительно более высокого нагрева для достижения точки плавления. Вы найдете паяные соединения на таких объектах, как трубопроводы хладагента, однако пайка не требуется для большинства бытовых водопроводных систем.
Шаг 1. Подготовка сантехнической среды
В этом руководстве не рассматривается потоотделение на стыке, который уже является частью домашней сантехники. Однако, если вы собирались работать в такой среде, эти шаги очень важны. Независимо от окружающей среды, вы всегда должны принимать меры для защиты места, где вы будете нагревать трубу пропановой горелкой.
Выключите подачу воды в дом, открыв самый нижний клапан в доме. (например, раковина в подвале), чтобы слить всю воду из труб.Вода в линии предотвратит нагрев трубы и вызовет сбой установки. Вам также может потребоваться открыть трубу на верхнем этаже дома, чтобы сбросить вакуумное давление.
Отсоедините все трубы из ПВХ от ближайшей меди. (В более новых домах может быть комбинация труб из ПВХ и меди). Вы будете работать с пропановой горелкой, которая горит более 1000 градусов, поэтому защищайте предметы вокруг области стыка от тепла. Убедитесь, что поблизости нет горючих материалов и что вы установили тепловую защиту между горелкой и любыми легковоспламеняющимися материалами, например деревянными шпильками.Помощник может быть уместным.
Обеспечьте соответствующую вентиляцию рабочего места, откройте двери и окна и подумайте о включении вентилятора. Выполняйте как можно больше работы за скамейкой. Если вы делаете несколько стыков, сделайте как можно больше из них вне водопровода.
Шаг 2: Подготовка медных труб к пайке
С помощью щетки для медных труб очистите внешнюю часть трубы и внутреннюю часть фитинга. После очистки на трубах не должно быть мусора и они должны выглядеть блестящими.
Осмотрите трубу и фитинг на предмет заусенцев (небольшие кусочки металла на фитинге или трубе, препятствующие легкому соединению). Попробуйте установить соединение всухую, чтобы убедиться, что они легко соединяются, и, если они не подходят легко и плотно, очистите трубы дополнительно с помощью щетки для медных труб или песчаной ткани (показано ниже).
После успешного монтажа сухого фитинга разделите трубу и фитинг и нанесите водопроводный флюс на внешнюю сторону трубы и внутреннюю часть фитинга.Во время пайки водопроводный флюс испаряется и втягивает припой в стык, образуя плотное уплотнение по всему стыку.
Шаг 3: Пайка труб
Зажгите пропановую горелку и уменьшите пламя до среднего. Имейте в виду, что большинство факелов излучают больше пламени при наклоне вниз. Следите за тем, чтобы резак держался ровно. Направьте пламя прямо на стык. Шов нагреется примерно через 20-60 секунд. Обратите внимание, что при пайке клапана лучше открыть клапан, чтобы снизить риск повреждения клапана.
Поднесите припой к складке между фитингом и трубой. Когда соединение достаточно горячее, припой плавится, и капиллярное действие втягивает припой в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой находится за пределами стыка, соединение остается стабильным. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как это может привести к коррозии трубы и последующему образованию мелких утечек.
Шаг 4: Тестирование паяного соединения
Если вы следовали этим инструкциям, соединение, вероятно, будет очень плотным.Единственный хороший способ проверить — надавить на стык (включить воду в дом). Обязательно подождите, пока припой остынет (2-3 минуты), прежде чем нагнетать давление в линии, чтобы избежать растрескивания припоя из-за быстрого изменения температуры.
Дополнительная помощь по сантехнике
Как мы уже говорили в начале этой статьи, для получения дополнительной информации по этой и другим темам, связанным с сантехникой, мы настоятельно рекомендуем Stanley’s Complete Plumbing, которая более подробно описывает эту тему и многие другие сценарии домашней сантехники. Удачи вам с сантехникой!
Как вы думаете? Занимались сантехническими проектами в собственном доме? Вы бы здесь что-нибудь изменили?
Замена медной трубы на PEX: простое обновление сантехники
Крупные проекты реконструкции часто включают вскрытие стен, полов и потолков, и это хорошее время для осмотра старых водопроводных труб и их замены при необходимости. Трубы водоснабжения особенно важны для проверки, так как они переносят воду под давлением, и последствия крупной утечки в водопроводе могут быть разрушительными.Замена старых водопроводных труб — очень распространенный проект, и рано или поздно это потребуется сделать во всех домах.
В свое время замена водопроводных труб обычно означала установку новых медных труб, соединенных припаянными фитингами, для сборки которых требовался факел и значительные навыки. Медь была предпочтительной водопроводной трубой с 1950-х по 2000 год и широко использовалась как в новом строительстве, так и для замены оцинкованных стальных водопроводных труб, которые были стандартом до 1950-х годов.Но использование меди постепенно сократилось из-за появления водопроводных труб PEX. PEX изготавливается из сшитого полиэтилена , формы гибких пластиковых трубок со сшитыми молекулами, которые обеспечивают большую долговечность и прочность.
Хотя медные трубы и фитинги по-прежнему широко распространены, многие профессиональные сантехники теперь используют гибкий PEX для всех новых конструкций, а также при ремонте и расширении существующих медных систем. PEX особенно удобен для домашних мастеров, которые считают, что различные методы выполнения соединений намного проще, чем пайка медных фитингов с помощью горелки.Трубки PEX обычно соединяются с помощью соединителей с обжимным кольцом, для чего требуется недорогой специальный инструмент, известный как обжимной инструмент; или с разъемами push-fit, такими как популярные фитинги SharkBite. Оба метода можно использовать для присоединения новых трубок из полиэтиленгликоля к существующим трубам, но, поскольку для вставных соединителей не требуются специальные инструменты, они являются фаворитом среди домашних мастеров.
Смотреть сейчас: Как заменить медную трубу на PEX
Уровни замены труб
Если во время ремонта вы столкнетесь с корродированными или протекающими медными трубами, у вас есть несколько вариантов самостоятельного ремонта.
- Повторная трубка. Помимо затрат, лучшее долгосрочное решение — это перепрофить весь дом, заменив медные трубы на PEX. Это включает в себя отключение и обход всей вашей существующей меди и запуск новых линий PEX по всему дому. Вы можете либо следовать текущему шаблону, либо начать заново, используя систему коллекторно-разветвлений PEX.
- Точечное исправление. Когда вы обнаружите протекающие медные трубы, вы можете воспользоваться минимальным подходом, вырезав плохой участок и заменив его полиэтиленом.Часто можно обойтись установкой только одного разъема с плотной посадкой в этой области.
- Заменить видимые следы. В качестве компромисса между полной заменой труб во всем доме и небольшими участками, вы можете заменить большие секции (10 футов или более) открытой медной трубы на полиэтилен PEX, ответвляясь при необходимости.
Замена видимых участков — это решение, которое выбирают многие домашние мастера, потому что этот метод не так амбициозен и не так дорог, как переналадка всего дома. Хотя это может показаться сложным, на самом деле этот вариант не намного сложнее, чем вариант точечного исправления.
Определение плохих медных труб
Правильно проложенные медные трубы имеют очень долгий срок службы (50 лет и более), но со временем они выходят из строя. Срок службы оригинальных медных труб приближается к концу, но не всегда легко распознать, когда они просят о замене. Когда медные трубы только начинают разъедать, утечки не всегда возникают и становятся очевидными, но есть первые признаки, которые вы можете найти.
- Вы чувствуете запах. Со временем вы начинаете замечать несвежий, затхлый запах, который вы не можете точно определить. Еще больше сбивает с толку, если запах находится в прачечной, ванной или детской комнате, потому что вы, естественно, думаете, что запах имеет отношение к комнате. Но запах больше похож на застойную воду из пруда, и он сохраняется.
- Вы видите доказательства. На потолке или стенах могут образовываться широкие выпуклости. Это происходит из-за точечных протечек в меди, которые медленно капают на гипсокартон, вызывая его расширение.
- Вы видите это : Если вы откроете стену или потолок с какой-либо целью, например, для добавления изоляции, вы можете заметить, что медные трубы в стене или полости пола стали зелеными, покрытыми коркой и корродированными. Такие трубы могут даже иметь протечки через мелкие отверстия, из которых начинает сочиться вода, но настолько медленно, что капание еще не заметно.
Любой или все эти признаки означают, что ваша медная труба выходит из строя.
Ли ВаллендерОбщие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и приложения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов.Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Термины «труба», «труба» и «трубка» имеют некоторую несогласованность. Поэтому термин «трубопроводная арматура» иногда упоминается как в контексте труб, так и в контексте труб. Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже.Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение фитингов: материалы для фитингов и производственные процессы
Чугун чугун, ковкий
Фитинги для чугунных труб подразделяются на гладкие и раструбные. Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно ленточного зажима из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну.Фитинги с раструбом и втулкой, а иногда и с раструбом, соединяются сегодня в основном с эластомерными прокладками, которые подходят внутри раструба и позволяют вставлять гладкий конец трубы или фитинг. Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу осадочным напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных трубчасто используются там, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.com
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитингами из ковкого чугуна».«Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно большого диаметра, они, как правило, не используются сегодня, поскольку нарезание резьбы на трубах большого диаметра считается излишне трудным.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами.Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка. Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, при этом фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. К этим стилям относятся внахлест, сварная шейка, сварка муфтой, кольцевое соединение, резьбовое соединение и надевание. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление. Притертые фланцы часто используются там, где будут частые отсоединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцымогут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере.Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику. Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцевых соединений и фланцевых соединений для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам, подготовленным аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами, позволяющими демонтировать линию для внутренней очистки. Фланцы для этих зажимных систем доступны в виде приварных узлов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или отводы на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура. Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая трубатакже является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительного применения, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные трубные ниппели, соответствующие диаметру трубы, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах.Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые фитинги для труб доступны как для сварки муфт (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной. Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитингидоступны в стандартных формах и стилях, а также в диапазонах размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги для труб из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых случаях, когда используются пластиковые трубы, например, в водопроводе для слива раковин, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены резьбовым соединением с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку для удаления засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты со сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Глина керамическая
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка с уплотнительным кольцом или прокладкой, используемыми для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли
Вызовы
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, в то время как фитинги с британской стандартной трубной резьбой (BPST) используют немного меньший угол конуса, равный 55 градусам.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для уплотнения от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, идентифицируемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключение составляет уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно чертежа в одну линию с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы вся система трубопроводов могла отображаться в одной плоскости.
Велдолеты
Эти небольшие свариваемые ответвления укрепляют трубу в месте проделанного отверстия, устраняя необходимость в добавлении арматуры. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше, стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для опорного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после — подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навинчиваемые фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, сваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещениях, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционно сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.Используя комбинацию обжимных механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Ютана artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- соски
- отвод
- тройники
- Wyes
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Трубные заглушки или колпачки могут использоваться для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб, чтобы облегчить испытания под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают фурнитуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Арматура для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких типов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых для соединения труб используются системы с кольцом и кулачком. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате эти кольцевые и кулачковые системы, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками, как правило, разрешены спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малым количеством людей.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем, в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ к спринклерной трубе. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / AttributesПадение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсыПомимо организаций, спонсирующих коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
СводкаЭто руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Сокращения- ABS — Акрилонитрил-бутадиен-стирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическое, электрическое и водопроводное оборудование
- NPT — трубная коническая резьба National
- NPS — прямая трубная резьба National; также, Номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартное соотношение размеров
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Еще из оборудования
Soldering 101 — 4 шага для успешной пайки
Пайка
Мне задали миллион вопросов, связанных с пайкой / пайкой ну, это огромное преувеличение, но является предметом многих вопросов, которые мне задают, и не зря.Наверное, нет другой техники, вызывающей столько страха, неуверенности и замешательства, как пайка. Пайка и умение делать это требует практики. Но при правильном обучении и некоторых практических репетициях каждый может хорошо паять.
На первый взгляд большинство вещей может показаться пугающим: представьте себе самую грязную комнату, какую только можете представить, (нет, не моя студия). Затем подумайте, как бы вы себя чувствовали, если бы кто-то сказал: «Убери это»! Ошеломленный (и, вероятно, немного раздраженный тем, что вы застряли с уборкой этой воображаемой комнаты), вы оглядываетесь — немного ошеломленный и сбитый с толку.Но, включите хорошую аудиокнигу, начните с одного угла, возьмите несколько ящиков для хранения, пару крючков, шкаф или два и время, и, прежде чем вы это узнаете, комната чистая. Сосредоточиться на общем сценарии — это ошеломляюще. Но если вы сфокусируете внимание только на одном маленьком месте, то справится с этим. Итак, мы рассмотрим пайку, обращая внимание только на небольшие части целого.
Я нарушил это обсуждение пайки, процесса, материалов и инструментов. Как свидетельствуют многие видео и веб-страницы, перечисленные выше, я написал много материалов по пайке.Пожалуйста, найдите время и проверьте мои веб-страницы и мои видео.
Итак, как и в случае уборки этой грязной студии, мы будем делать небольшие шаги.
Как вы, несомненно, знаете, к настоящему времени пайка связана с нагревом — в значительной степени . Мы используем газовую горелку, чтобы позволить нашему металлу достичь температуры, необходимой для плавного течения припоя. Припой соединяется с металлом капиллярным действием (представьте, что вода движется вверх по бумажной салфетке). Независимо от того, работаете ли вы с любым из различных видов серебра, золота или недрагоценных металлов (бронзы, латуни, меди и т. Д.)) Следующие методы будут относительно такими же. Однако у каждого металла есть свои особенности, которые могут немного повлиять на определенные части процесса. Некоторые из них будут подробно обсуждены позже.
Припой
Припой — это клей, который скрепляет различные металлические детали. Для растекания припоя металл должен быть чистым — весь, включая припой и флюс . Причина в том, что грязь, жир, оксиды и т. Д. создаст барьер между металлом и припоем . Думайте о грязной поверхности, как о полиэтиленовой пленке на бутерброде с ветчиной (ваше потенциальное соединение припоя). Пластиковая пленка защищает вас (теоретический припой) от вкусного бутерброда. Если вы удалите пленку, ваш рот и бутерброд могут счастливо соединиться. (Это самая странная (и, возможно, худшая) аналогия на свете?).
Подробная информация о самом припое подробно обсуждается на моей странице On Solder .Обсуждение припоя в этом разделе будет касаться его взаимодействия в процессе пайки и проблем, которые могут возникнуть.
Успешная пайка — четыре шага
Я придумал 4 различных процедуры, которые должны обеспечить успех при пайке. Эти шаги:
- Good Fit
- Очистка металла / припоя / флюса / рук
- Нагрев
- Flux — см. Страницу под названием: Пайка 101 — Окисление, флюс и предотвращение образования накипи / пятен.
Это просто означает, что два металлических куска, которые вы соединяете вместе, подходят как можно ближе.
В случае стыкового соединения, которое вы используете для кольца или соединения лицевой панели вместе, края должны быть заподлицо и плотно прилегать . Поднесенный к свету, вы должны увидеть очень мало света.
При использовании круглой проволоки и трубок следует подпилить плоские участки с каждой стороны частей, которые будут соединяться вместе.Это не только упростит предотвращение скатывания деталей во время процесса пайки, но и повысит прочность соединения. Результатом этого станет: больше площади для растекания припоя.
Смотрите мое видео: Плоские квадратные края на листовом металле для получения информации о том, как добиться хорошего прилегания. Кроме того, два неоценимых инструмента для получения квадратных кромок на металле, трубах и проволоке: Приспособление для резки под углом и тиски (См. Мою страницу об этом инструменте) Приспособление для резки под углом и тиски и тиски для станка (также известные как Безвинтовые инструментальные станки). Тиски).Существуют также плоскогубцы для резки труб , которые можно использовать для труб и проволоки. Они также отлично подходят для удержания труб и проволоки, если вам нужно их зажать: для сверления, для заполнения канавок и т. Д.
Шаг 2: Очистка металла / припоя / флюса / рукБольшинство людей понимают, что их металл должен быть чистым, но как насчет флюса и припоя? Еще люди забывают о руках. Вы можете начать с совершенно чистых кончиков пальцев, но не почесали ли вы лицо, отполировали кольцо или погладили кошку прямо перед тем, как приступить к пайке? Если это так, вы можете поспорить, что ваши руки содержат какую-то «грязь».
Чистые руки
На вашем лице много сальных желез, поэтому, находясь в студии, возьмите за привычку не прикасаться руками к своему красивому лицу . То же самое и с милым котиком.
Вы можете мыть руки грубым мылом , например, Boraxo. В некоторые мыла добавлены увлажняющие средства и могут добавить слой масла на руки.
Чистота является обязательным условием успешной пайки, потому что, попросту говоря, и припой, и флюс, не будут растекаться по любой грязи : окислению, смазке и да, грязи.Итак, чтобы убедиться, что вы получите идеальное паяное соединение, вымойте посуду.
Средство для мытья посуды Dawn и горячая вода тоже подойдут. Ваши руки будут в беспорядке. Они будут сухими, потрескавшимися, мозолистыми. Твоя карьера ручного модели официально окончена.
Чистый металл
Очистка металла обсуждается в моем видео: Как чистить металл . Наждачная бумага также является эффективным способом очистки металла . Он имеет дополнительное преимущество — снимает «блеск» с ваших поверхностей. Flux плохо растекается по блестящему металлу , поэтому шлифовка поверхностей, подлежащих пайке, поможет обеспечить равномерное покрытие флюса.Для этого я использую наждачную бумагу с зернистостью от 400 до 1000.
После очистки металла держите его за края , чтобы уменьшить контакт с грязью.
Чистый припой
Очистить припой довольно просто, если вы используете лист или проволоку — вы просто очищаете его, как листовой металл. С помощью проволочного припоя я несколько раз протягиваю его через зеленую щетку и сушу полотенцем. Это сходит с ума, когда нужно чистить паллионы . Вы можете поместить паллионы в ультразвуковой очиститель .Используйте контейнер из проволочной сетки, как те, что используются часовщиками, чтобы поместить в него паллионы. В Англии вы можете получить его по телефону Redroosteruk Ltd. В США: Esslinger.com (менее 4 долларов США). Amazon имеет аналогичный тип. Еще одна альтернатива — ситечко для чая — с мелкой сеткой. Срывать палочки со дна ультразвукового прибора, наверное, не так уж и весело!
Чистый флюс
Flux можно загрязнить , окунув кисть для флюса в контейнер.Через некоторое время бутылка заполнится мусором и другими загрязнениями (такими как кусочки ржавой стали от кистей, кусочки древесного угля от паяльного блока), и ваш флюс испачкается. Чтобы избавить вас от необходимости покупать новый флюс только потому, что он грязный, используйте небольшой контейнер с низкими стенками, чтобы залить флюс. Верхние части банок подойдут. Просто налейте достаточно на день, а остальное выбросьте. Не наливайте обратно в бутылку!
Есть также дозаторы флюса , которые отлично работают.Хотя через время их нужно тщательно очистить, потому что флюс при высыхании кристаллизуется. Кристаллы препятствуют работе дозатора. Но для этого требуется некоторое время. Диспенсер поддерживает чистоту флюса и дозирует флюс в контролируемых количествах . Amazon и другие поставщики ювелирных изделий продают этот продукт, как и Rio Grande .
Существуют также дозаторы флюса , которые поставляются в отжимных флаконах с дозаторами игл разного размера .Они хорошо подойдут, если вы выдавите флюс в небольшую миску. В противном случае они могут затопить территорию слишком большим потоком.
СОВЕТ: После нанесения флюса нагрейте флюс до тех пор, пока он не станет стекловидным (белое пузырьковое вещество успокоится). Теперь окуните кисть в немного флюса, возьмите слой припоя и поместите его на (остывший, но еще теплый — кисть не плавится). Теперь у припоя меньше шансов всплыть. Вы также можете сначала скомкать припой — гранулы припоя не так легко отрываются.
Кисти для флюса
Небольшое отступление: для нанесения флюса используйте подходящие кисти. Дешевые пластиковые щетки нелегко подобрать и разместить припоя. Хорошие щетки делают установку припоя менее утомительной. Если прикоснуться пластиковой щеткой к горячему металлу, он, конечно, расплавится. Щетки для волос тоже не останутся невредимыми. Но вы можете урезать их и продолжать использовать. Обычно я покупаю несколько новых щеток каждый год. Мне также нравится иметь под рукой как минимум два разных размера: один для больших площадей, а другой — для меньших.
Есть кисти, предназначенные только для нанесения флюса. Рио, конечно же, продает один тип: незагрязняющую щетку для флюса размеров 1 и 8 (больше). Они не загрязняют окружающую среду, потому что в них не используется сталь для удержания щетины, что исключает возможность переноса ржавчины или стали на вашу работу.
Также можно использовать маленькие китайские бамбуковые щетки . У них есть отличные чаевые, и они относительно недорогие.
Шаг 3: НагревОдна из самых больших проблем в обучении пайке — это страх / бесстрашие владельца фонарика — , который является просто отражением неопытности пользователя с этим инструментом.
Большинство студентов настолько боятся расплавить свои детали, что никогда не достигают температуры текучести припоя. Конечно, есть и другая крайность, когда у каждая пайка заканчивается жидким металлом. Что делать?
Что ж, вот тут и пригодится практика. Начни с металлолома . Практикуйте все типы соединений — встык, «Т» или полосу и пот. Пайка (ссылка на мое видео о пайке методом пота). Паяй снова и снова и будь бесстрашным .Если он тает, попробуйте еще раз, но поменьше, меньше времени. Нет ничего плохого в том, чтобы расплавить ваш металл — , если это тренировочная деталь. Расплавить украшение, на которое вы потратили часы, оооочень удручает. Но ЭТО БЫВАЕТ! В конце концов, однако, вы и ваш факел соединитесь, и количество повреждений ювелирных изделий (ювелиров) значительно уменьшится.
Одна вещь, которая поможет вам добиться плавного паяного шва, — это подобрать наконечник резака, соответствующий размеру вашей работы.
Итак, у тех, кто занимается плавкой (вы знаете, кто вы!), У нет проблем с расплавлением припоя. Но течет ли оно? Он идет по шву или по стенам с одной стороны вылетает? Неужели он так сильно нагрелся, что припой впитался в металл? У вас есть ямы? (Вы перегрели деталь и выгорели цинк в припое!)
Какой наконечник резака вы бы использовали для металла этого размера (не фактический размер, это сравнение соотношения)?
Ответ: B Вам нужен наконечник горелки, особенно из серебра, который довольно быстро нагревает металл.
Чистое серебро (235 ° (Btu / (час o F ft)) — лучший проводник тепла металл — медь (223 ° (BTu / (час o F ft)) ) , следующим в очереди идет золото (182 ° (британские тепловые единицы / (час o фут фут)) . Теперь, зная этот факт, вы можете понять, зачем вам нужен наконечник резака большего размера (который приводит к более сильному пламени)! Когда это огненное, сверхгорячее пламя нагревает ваш металл, тепло начинает распространяться и уходит ОТ пламени. Итак, в приведенном выше примере больший наконечник (наконечник B) будет нагревать металл быстрее. Чтобы нагреть всю эту деталь маленьким наконечником горелки, может потребоваться некоторое время. Тогда вы, вероятно, развили бы сильное окисление и израсходовали бы тонну газа. Вы также могли бы подумать сейчас: «Интересно, потечет ли когда-нибудь этот припой?»
Все предметы, соприкасающиеся с паяемым металлом, особенно с металлом, будут отводить часть этого тепла, еще больше замедляя процесс.Термин «теплоотвод» относится к отводу тепла. Иногда вам нужен радиатор, например, когда вы пытаетесь защитить предыдущее паяное соединение или тонкий небольшой объект, например, оправу для камней. Блоки древесного угля поглощают тепло, но они отражают его обратно на металл.
Наконечники резаков бывают разных размеров. Система нумерации зависит от типа вашей горелки.
Наконечники резака — выбор правильного размера для работы
Итак, если вы выполнили свой контрольный список: соответствие, флюс, чистота, а припой не течет, подумайте о замене наконечников.
Вот две карты пламени из Рио-Гранде . Посмотрите, насколько различаются размеры пламени для одних и тех же чисел. В своем видео я сравниваю советы №2.
Возможно, вам понадобится как минимум два наконечника . Три было бы лучше. Фактически, это почти все, что я использую. У меня маленькие чаевые, средние и большие. Большой наконечник используется для отжига, обработки стали, рафинирования и пайки больших деталей. Маленький наконечник предназначен для крошечных паяных соединений — например, для установки 3-миллиметровой корзины или для пайки перемычек.Я использую жало среднего размера для большинства процессов пайки.
Нагрев металла
Следующая важная информация о нагреве: для того, чтобы припой растек, необходимо нагреть металл с обеих сторон соединения до температуры текучести припоя. Если вы нагреете одну сторону больше, чем другую, припой потечет к «горячей стороне».
Не нагревайте припой . Припой — это один из самых маленьких кусочков металла на вашем изделии. Сначала он расплавится, но ничего не сделает, кроме как (если вы его достаточно нагреете) впитается в металл, возможно, начнет разъедать металл, что приведет к образованию ямок или плавлению в лужу.
Когда вы паяете серебро (чистое и чистое, а не аргенций или золото — они тоже не проводят тепло: см. Дополнительную информацию ниже) и медь, вам нужно сначала нагреть самые большие куски.
Рисунок слева показывает , как нагреть деталь с элементами разного размера.
Когда черный квадрат нагревается, он передает тепло розовому квадрату. Итак, розовый квадрат сейчас довольно теплый. В то же время маленький синий квадратик тоже становится довольно горячим, потому что это самый маленький элемент — там меньше мест, куда тепло может уйти и сбежать.К тому времени, когда вы поднесете горелку к синему квадрату, припой, вероятно, будет течь или болтаться. Обычно не нужно даже топить третий участок.
Как узнать, когда пора переместить фонарь? Следите за флюсом или цветом металла. Флюс станет полупрозрачным при температуре текучести припоя. Серебро станет светло-розовым, а медь, латунь и бронза — красным. Самая очевидная подсказка — припой плавится или течет. Не забывайте, что медь, в частности, любит окисляться.Из-за этой тенденции вам нужно попасть на службу как можно быстрее! Не нагревайте медь медленно, если можете.
При пайке аргентиума или золота тепло не уходит, как сумасшедшая. Тепло имеет тенденцию оставаться возле горелки, поэтому нагрев всей детали не так уж и важен. Вы можете направить тепло с помощью этих металлов на две стороны, рядом с местом соединения, где вы хотите, чтобы припой тек.
При пайке я вставляю и вынимаю резак, нагревая и давая ему остыть, нагревая и давая ему остыть.Сняв горелку, я могу проверить плавящийся металл, текучесть припоя и другие индикаторы. Когда припой вот-вот потечет, необходимо легкое прикосновение.
Шаг 4: ФлюсИнформацию о 4-м шаге: Flux, см. На моей странице: Пайка 101: Окисление, флюс и предотвращение образования накипи / пятен.
Выдержка из страницы по предотвращению окисления, флюса и образования накипи / пятен:
«Флюс играет важную роль в пайке.
- Он отвечает за , снижающий поверхностное натяжение , позволяя припою течь.
- Создает на металле лаковое покрытие, которое защищает металл от взаимодействия с атмосферой.
- Flux также используется как индикатор температуры при пайке — когда паста или жидкий флюс достигают точки текучести припоя, они становятся полупрозрачными.
- Флюс должен быть совместим с используемым металлом .Используйте флюсы, предназначенные для используемого вами металла.
- Flux имеет потолок температуры . Если имеющееся тепло превышает рабочую температуру флюса, флюс больше не будет работать. Жидкость: 1100 ° F (593,33 ° C) — 1700 ° F (926,67 ° C) Паста: 1100 ° F (593,33 ° C) — 1500 ° F (° 815,56C).
- ЕСЛИ вы используете паяльную пасту , проверьте, включен ли флюс в смесь. Если это так, вам не нужно колебаться. Но, возможно, вы захотите добавить дополнительный флюс, чтобы защитить свой фунт от накипи!
Флюс важен для пайки, даже если ваш металл не вызывает окисления, как чистое серебро или серебро аргентия.Это помогает припою течь.
- Как настроить фонарик — есть фонарик, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- All About Solder — Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле — Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубках, установках и т. Д. — практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке — Важные шаги перед пайкой.
- Припой для идентификации проводов — Отметьте свой припой, прежде чем воцарится путаница!
- Безопасность ювелирной студии — Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте — пока!
- Создание сфер одинакового размера — как сделать сферы идеально круглой формы? Возможно, вам нужно знать!
- How to Anneal Silver Sheet — важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига — Нужен обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина — Одно из БОЛЬШИХ средств обеспечения безопасности в студии.Научитесь делать свои собственные!
- Как сделать безель и закрепить кабошон Часть первая — Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая — То же сверху.
Пайка ювелирных изделий: как паять настройки, скобы и проволоку. — Мы постоянно паяем разные формы и размеры металла вместе. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
Пайка ювелирных изделий — Пайка потом, промывка или аппликация — Как припаять два металлических куска друг на друга.Узнайте о приемах успешного соединения материалов разного размера и о том, как наносить припой.
Мой плейлист по пайке на YouTube — Список всех моих видео по пайке на YouTube.
- О припое — Узнайте все об используемом вами материале.
- Ацетилен, фонарик, баллоны, безопасность — Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Таблицы — Схемы, связанные с пайкой.Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки. Много информации!
- Очистка металла — полезно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, кастрюлях и пищевой соде — Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол.Тонны информации!
- Шкала окисления, флюса и возгорания — Почему происходит окисление? Почему все время образуется накипь, как от нее избавиться. Узнайте, что происходит при пайке и решениях.
- 4 шага для успешной пайки — 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя — Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты — Harbor Freight — Недорогие инструменты для студии!
- Тиски и зажимное приспособление для резки под углом : С трудом подбираете концы стоек колец? Оцените этот инструмент!
- Вопросы и ответы: Firescale / Firestain — Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing — Как долго выдерживаются температуры отжига.Печной отжиг.
- Q&A: Вопросы по телеграфу. Спиральная проволока, проволока для сужения, проволока для упрочнения, проволока для правки и многое другое!
- Рецепты: Они больше не только для готовки!
- Рецепт рассола — сделай свой собственный рассол
- Prip’s Flux Recipe — сделайте свой собственный флюс
- Удаление сломанных сверл из металла — Вы сломали сверло и не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной планки то есть: как удалить медное покрытие, которое может образоваться при травлении. А также, как удалить медь с латуни или бронзы, которая попадает на поверхность металла после пайки.
- Проволока и листовой металл
- Какой факел купить : Пытаетесь понять, что вам нужно, чтобы разжечь огонь в своей студии? Ознакомьтесь с этой информацией перед покупкой!
- Пайка в двух словах — мой список самого необходимого для пайки.
- Вопросы по пайке — Один из наиболее часто задаваемых вопросов. Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Факел / газ Вопросы — Портативные и обычные фонари, проблемы с фонариком, бутановыми горелками, водяными горелками, безопасная установка горелки, покупка горелок.
СОВЕТОВ ПО СВАРке ТЕРМОПЛАСТИКОВ | King Plastic Corporation
Из архивов IAPD
Сварка — это процесс соединения поверхностей путем их размягчения под действием тепла.При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов — вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный и стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги для обеспечения надлежащего сварного шва.
Сварка ПолипропиленПолипропилен (ПП) — один из самых простых в сварке термопластов, который используется во многих различных областях. ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Доказанным применением полипропилена является оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварщик должен быть настроен на температуру приблизительно 572 ° F / 300 ° C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы приобретете, и рекомендаций производителя. При использовании термопластичного сварочного аппарата с нагревательным элементом мощностью 500 Вт на 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварка полиэтиленаДругой довольно простой для сварки термопласт — полиэтилен (PE).Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена — это контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и направляющие.
Самым важным правилом при сварке полиэтилена является то, что вы можете сваривать низкое давление с высоким, но не высокое с низким. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста.Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4–5-1 / 2, а реостат — на 5. Как и PP, HDPE сваривается при 572 °. F / 300 ° C.
Советы по правильной сваркеПеред сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку.Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основание и сварочный стержень. Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно на дюйм над подложкой, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза.Это приведет к нагреванию сварочного стержня при нагревании основы. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на обдув стекла.
Сильно и последовательно надавите на пыльник наконечника. Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва.Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность.