что используют и как сделать приспособление своими руками
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
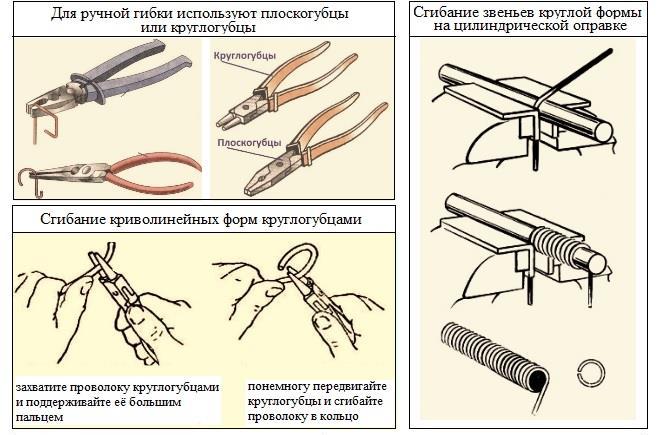
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.

Гибочные станки: устройство, принцип работы, виды
Гибочные станки предназначены для придания металлическим заготовкам нужной геометрической формы без воздействия режущего инструмента. Основным критерием классификации является тип металлических материалов, с которыми способны работать станки. Рассмотрим каждый из типов гибочных станков.
Трубогибочные станки
Трубогибочные станки (рис.1) предназначены для изгибания труб различного диаметра и профиля. Применяются как в ремонтных работах, так и при строительстве новых объектов. Классифицируются в зависимости от нескольких параметров.

Рисунок 1. Трубогибочные станки.
1. По типу привода трубогибочные станки подразделяются на:
- с ручным приводом — применяются для работы с полимерными или металлическими трубами небольших диаметров;
- с гидравлическим приводом — способны успешно работать с трубами, изготовленными из различных материалов с широким диапазоном диаметров;
- электромеханические — предназначены для создания точных радиусов закругления и углов поворота труб;
- гибридные — сочетают в себе преимущества гидравлических и электромеханических типов;
- подогреваемые — дополняются горелкой, промышленным феном или другим устройством подогрева изгибаемой металлической или полимерной трубы, что позволяет с меньшим усилием выполнять гибочные работы.
Приведенная выше классификация справедлива для большинства гибочных станков.
2. По способу гибки:
- дорновый — внутрь трубы укладывается упругий наполнитель (дорн), и осуществляется процесс гибки методом обвода по направляющему ролику, что позволяет избежать гофрирования в точке изгиба;
- бездорновый — осуществляется посредством подачи трубы на ролики без применения наполнителя;
- арбалетный — здесь используется специальный шаблон, предназначенный для изгибания трубы определенного диаметра и длины, в который укладывается заготовка, и путем давления производится процесс изгибания;
- пружинный — используется для ручного изгибания труб;
- сегментный — применяется специальный сегментный элемент, вокруг которого вытягивается труба до придания нужной формы.
Наибольшее применение эти станки получили при производстве работ по прокладке трубопроводов.
Профилегибочные станки
Для изменения геометрических параметров металлических профилированных заготовок предназначены профилегибочные станки (рис. 2).

Рисунок 2. Профилегибочный станок.
Этот тип станков способен работать с металлопрофилем различного сечения:
- двутавровые балки;
- шестигранники и прутки квадратного сечения;
- швеллеры;
- уголки;
- полосы.
Профилегибочные станки, в зависимости от конструкции, имеют несколько роликов с профильными поверхностями, предназначенными для использования с определенными видами заготовок. Ролики являются сменным оборудованием. Если возникает необходимость изогнуть заготовку другого профиля, рабочие ролики заменяются на подходящие. Оси расположения роликов имеют возможность смены положения. Также дополнительно могут устанавливаться поддерживающие ролики, количество, форма и местоположение которых зависит от обрабатываемого профиля и необходимой формы заготовки на выходе.
Сортогибочные станки
Сортогибочные станки (рис. 3) предназначены для проведения гибочных операций с сортовыми прокатами.

Рисунок 3. Сортогибочный станок для работы с полосой.
Применяются при работе с цветными и черными металлами, реже — с пластиками. Основными профилями, с которыми способен работать сортогибочный станок, являются следующие:
- катанка;
- полоса;
- пруток круглого, квадратного или шестигранного сечения;
- арматура.
Сегодня в отдельную категорию стали выделять станки для производства гибочных операций с арматурой. Это связано с тем, что арматура, по сравнению с сортовыми материалами других сечений, является наиболее распространенным типом проката. Каждая стройплощадка имеет в наличии подобный станок. Гибочные станки для работы с арматурой отличаются возможностью создания закруглений малых диаметров.
Листогибочные станки
Для работы с листовым металлом применяются листогибочные станки (рис. 4).

Рисунок 4. Листогибочный станок.
Сегодня существует множество конструкций листогибочных станков. Часть из них универсальная и способна выполнять большое количество разнообразных гибочных операций. Другая часть разработана для производства только одной или нескольких видов работ по изгибанию листового металла.
Листогибочные станки способны выполнять следующие операции:
- создание коробов, призм и других сложных конструкций;
- производство замкнутых профилей из листовой стали, таких как конусы и цилиндры;
- выполнение сложных профильных поверхностей с использованием листового металла.
Проволокогибочные станки
Станки для изгибания проволоки в последнее время стали выделять в отдельную категорию. Обусловлено это тем, что проволокогибочные станки (рис. 5) стали широко применяться во многих сферах промышленности, вследствие чего появилось большое количество их модификаций. Хотя по своей сути проволокогибочный станок является частной версией профилегибочного станка.

Рисунок 5. Проволокогибочный станок.
Используется профилегибочный станок для следующих операций:
- создание проволочных замкнутых контуров;
- изготовление различных фасонных изделий сложной формы из проволоки;
- изготовление пружин;
- создание звеньев цепей;
Проволокогибочные станки в общем случае имеют барабан с установленной на нем бухтой проволоки. Проволока подается двумя вращающимися роликами, между которыми она зажата. Далее конструкция зависит от сферы использования станка. Обычно имеются несколько обводных роликов, расположенных в определенной последовательности, и специальная гибочная консоль, которая выполняет более сложные операции.
Скобогибочные станки
Скобогибочные станки (рис. 6) предназначены для создания симметричных изделий из проволоки или прутка.

Рисунок 6. Скобогибочный станок.
Скобогибочный станок состоит из вертикальной вращающейся подставки, на которой установлена катушка с проволокой или уложены прутья арматуры. Подается проволока при помощи роликового подающего механизма. Проволока выходит из направляющей и попадает на гибочный ролик, который придает необходимую форму. Панель управления служит для задания параметров изготавливаемой скобы.
22.11.2018
Гибочные станки — Цены, характеристики
Гибочные станки для арматуры, проволоки, листового металла и труб предлагает компания «КИТ-КОМПЛЕКТ». На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту [email protected], мы подберем станок под Ваши задачи.
Гибочные станки: назначение и принцип работы
Гибочные станки служат для формирования холодным способом из проволоки, арматуры, ленты или листового металла изделий нужной формы и представляют собой устройство, оснащенное подающим узлом, гибочной консолью и отрезным механизмом.
Как работает гибочный станок для проволоки?
В качестве сырья для изготовления проволочной продукции в зависимости от типа станка может использоваться проволочная бухта или предварительно нарезанные в размер прутки. В первом случае гибочные станки оснащаются размотчиком и правильным блоком, проволока с размотчика протягивается через правильные ролики (чаще всего расположенные в двух перпендикулярных плоскостях) и далее в гибочный узел, где в соответствии с заданной программой выполняется гибка и отрез готового изделия.
Станки для гибки проволоки и арматуры, исходным сырьем для которых являются уже нарезанные прутки, имеют более простую конструкцию: прутки сразу подаются в гибочный узел. Такие станки дешевле и имеют меньшую производительность, но в ряде случаев их применение намного эффективнее, например, в случае, когда необходимо выполнить какие-то операции до гибки (накатка резьбы, заточка и пр.).
Современные автоматические гибочные станки для арматуры или проволоки — это машины, оснащенные числовым программным управлением (ЧПУ). На таких станках гибка осуществляется с наибольшей эффективностью. Перенастройка оборудования на выпуск изделий другой формы проста и сводится к выбору нужной программы.
Типы гибочных станков
Гибочные станки различают по типу используемого сырья.
Гибочные станки для листового металла
Используются для придания листам металла разных форм. Нашли широкое применение при изготовлении деталей корпусов, элементов кровли, оконных конструкций, коньков, козырьков, отливов.
Все гибочные станки для металла имеют одинаковую конструкцию и отличаются только приводом. Наибольшее распространение получили гидравлические гибочные станки, электромеханические и ручные.
Первые наиболее мощные и позволяют работать с листовыми металлами толщиной более 3,5 мм. Электрические гибочные станки сочетают в себе высокую производительность, широкий набор функций и низкую цену. Это самое дешевое оборудование среди промышленных листогибов. Главное преимущество последних – компактность, мобильность, независимость от электросети. Цена ручных гибочных станков очень низкая, что позволяет их использовать для бытовых нужд, в небольших мастерских и на стройплощадках.
Станки для гибки арматуры
Станки для работы с арматурой по типу используемого сырья подразделяются на машины, работающие с прутком и с бухтой, а по степени автоматизации делятся на ручные, электромеханические и станки с ЧПУ.
Принцип работы у всех гибочных станков для арматуры одинаковый: часть арматуры помещается между гибочным пальцем и упорами, гибочный палец приводится в движение и осуществляет гибку на требуемый угол.
Ручные гибочные станки для арматуры используют систему рычагов, которая позволяет в несколько раз уменьшить необходимое для гибки усилие. Такие станки компактны, просты, надежны и очень востребованы на строительных площадках.
Электромеханические станки отличаются от ручных только тем, что гибка осуществляется не за счет физической силы оператора, а за счет электродвигателя. Эти станки позволяют гнуть арматуру диаметром до 40-50 мм.
Гибочные станки с ЧПУ для арматуры позволяют производить гибку в автоматическом режиме. Арматура с размотчика проходит через правильные ролики и поступает в зону гибки, где при помощи вращающегося диска с упорами и гибочными пальцами гнется в соответствии с установленной программой. Такие станки высокопроизводительные и не требуют вмешательства оператора в рабочий процесс, но они имеют ограничения по диаметру арматуры, как правило, не больше 16 мм.
Гибочные станки для труб
Гибка труб необходима для изготовления воздушных и газовых магистралей, радиаторов холодильников, элементов теплообменников, при производстве POS-продукции.
Гибочные станки для труб по типу привода подразделяются на ручные и гидравлические.
Ручные станки для труб, как правило, используются для работы с трубами малых диаметров из мягких материалов. В остальных случаях применяются гидравлические трубогибы, наиболее широкое распространение среди которых получили трехвалковые гибочные станки.
При массовом производстве более сложных изделий, например, радиаторов холодильников, нередко применяются автоматические гибочные станки для труб с ЧПУ. Принцип их работы схож с работой станков для гибки арматуры.
Станки для гибки полосы
Наша компания предлагает станки для гибки металлической полосы. На таких машинах производят хомуты, скобы, скрепы, ободы колес и прочее. Также есть специализированный станок для изготовления букв из алюминиевой и стальной полосы для вывесок.
гибочные>Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
Гибочные станки для проволоки и арматуры: устройство, конструкция
Гибочный станок с ЧПУ имеет следующие основные элементы конструкции.
Размотчик
Входит в комплектацию машин, способных работать с проволокой или арматурой из бухт. Он необходим для размотки и подачи проволоки в правильный узел станка. Может использоваться как механический, так и моторизованный размотчик.
Правильный узел
В качестве правильного механизма используются ролики. Применение этого метода правки обусловлено тем, что проволока подается в гибочный узел рывками, а использование правильного барабана предполагает непрерывное протягивание проволоки.
Гибочный узел
Гибочный механизм представляет собой упор и несколько гибочных пальцев, осуществляющих гибку под управлением системы ЧПУ, а также направляющие ролики. Станки 3d гибки проволоки также оснащаются вращающейся консолью.
Гибочный станок: схема механизма для гибки
Отрезное устройство
После завершения программы гибки система ЧПУ посылает управляющий сигнал на отрезной механизм, представляющий собой нож гильотинного типа, он опускается, обрезая готовое изделие.
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.
На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.
Купить гибочный станок с максимальной выгодой в компании «КИТ-КОМПЛЕКТ»
Помимо поставки оборудования нашим клиентам, мы предоставляем качественный сервис:
- консультационная поддержка по вопросам эксплуатации и обслуживания станка в течение гарантийного периода и после;
- поставка комплектующих и запчастей для гибочного станка в кратчайшие сроки;
- бесплатный монтаж и пусконаладка поставляемого нами оборудования;
- гарантийный и постгарантийный ремонт гибочного станка в случае необходимости.
Все станки поставляются согласно оговоренной комплектации и в обозначенные сроки со всей сопутствующей документацией: инструкция по подключению гибочного станка и эксплуатации на русском языке, электрическая схема, чертежи.
Не нашли подходящую модель? Свяжитесь с нашими специалистами, и объясните свои задачи. Мы можем подобрать гибочный станок, цена и технические характеристики которого устроят даже самых требовательных клиентов.
Гибка проволоки на производстве и в домашних условиях
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.


ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Листогибочный станок – что это такое, устройство и принцип работы, особенности разных видов, как правильно выбрать?

Листогибочный станок – простое в использовании и распространенное оборудование, которое широко встречается на крупных предприятиях или в частных мастерских. Устройства данного типа разрешают обходиться на многих этапах без сварочных работ, они незаменимы при изготовлении козырьков, наличников, отливов, щитов и коробов.
Что такое листогибочный станок?
Данные механические устройства служат для получения деталей, путем холодной гибки заготовок из листового металла. Листогиб используется в разных отраслях, где требуется качественное изготовление бесшовных изделий. Эти механизмы работают с оцинкованным и черным металлом, алюминием, медью. Простота в эксплуатации способствует быстрому обучению рабочих всем нюансам технологического процесса. Положительный плюс холодного загиба – при обработке практически не повреждается окрашенное или покрытое лаком покрытие.

Устройство листогибочного станка
Покупая пресс, следует учитывать объемы производства, сложность выполняемых работ и вид обрабатываемого материала. Маленький листогибочный станок с ручным приводом имеет простое устройство, но отлично подходит для гибки металла толщиной до 1 мм. Например, такие механизмы отлично справляются с окрашенным или оцинкованным профилем при изготовлении отливов и козырьков. При толщине металла больше 1 мм лучше приобретать агрегаты с электроприводом.
Основные узлы простейшего листогибочного станка:
- станина;
- основание;
- рычаг привода;
- прижимное устройство;
- матрица гибочного механизма;
- пуансон гибочного механизма;
- регулируемые упоры.

Принцип работы листогибочного станка
Существует несколько видов прессов для штамповки. В зависимости от конструкции принцип работы листогиба может отличаться:
- Простейший листогибочный станок механический загибает материал на 90° с помощью подвижной траверсы.
- Для сложной работы нужен станок листогиб, оснащенный матрицей и пуансоном. Прижимная балка в таком оборудовании фиксирует заготовку, а процесс гибки осуществляется с помощью подвижного ползуна.
- Для получения радиусного профиля и труб существуют проходные листогибочные станки с тремя валами. Регулируя вальцы, можно добиться требуемого радиуса металлической заготовки.

Изделия на листогибочном станке
Номенклатура изделий зависит от разновидности используемого механизма. Чем сложнее станок, тем шире перечень заготовок, которые удастся на нем смастерить. Даже ручной самодельный листогибочный пресс способен отлично выручить строителей, работающих над изготовлением кровли. Приведем список самых распространенных и ходовых деталей, которые производятся из листа методом холодной штамповки:
- коньки на крышу;
- ендовы;
- отливы;
- откосы оконные;
- нащельники;
- желоба;
- водостоки;
- задержатели снега;
- детали ограждения и фасада;
- комплектующие детали для различных ящиков и шкафов.

Виды листогибочных станков
Собираясь приобретать штамповочное оборудование, следует понимать принцип его работы. Существует длинный перечень показателей, по которым классифицируются современные листогибы:
- По разновидности привода – ручной, электромагнитный, гидравлический и другие.
- Кинематика перемещения рабочего органа – поворотная балка, возвратно-поступательная, ротационный тип.
- Степень механизации процесса – наличие ЧПУ, комплекта сегментированного инструмента.
- Точность исполнения операций.
- Способ фиксации материала – механическая пластина, электромагнит, трехкоординатный прижим.
Ручной листогибочный станок
Данное оборудование лишено электрического привода, что является преимуществом и, одновременно, недостатком такой конструкции. Ручной листогиб не потребляет электроэнергию, что удешевляет существенно себестоимость листовых изделий, но в процессе изготовления заготовок требуется прикладывать собственные усилия. При толщине металла до 1 мм операции осуществляются без особого труда. Частые попытки на ручном станке гнуть 1,5-2 мм металлический лист являются утомительным делом, ручной листогибочный станок не рассчитан на такие нагрузки и быстро выйдет из строя.

Гидравлический листогибочный станок
Управление в механизмах данного типа осуществляется при помощи аппаратных средств и датчиков. Опускание и подъем пуансона происходит с неизменной заданной скоростью после подачи в гидроцилиндры рабочей жидкости. В нижней «мертвой точке» производится выдержка для обеспечения равномерной приложенной нагрузки. По окончанию процесса обработки металла траверса возвращается в верхнюю «мертвую точку». Гидравлический листогиб относительно сложное и громоздкое устройство с высокой стоимостью, но обладающее отличными преимуществами:
- Экономное потребление энергии.
- Может изгибать металл толщиной 0,5-5 мм.
- Гидравлический пресс листогиб более безопасен в работе.
- Точный контроль скорости перемещения и остановки ползуна.
- Высокая надежность оборудования.
- Гидравлический листогибочный станок издает минимальное количество шума и вибрации.
- Высокое качество работы.
- Данный тип устройств отличается самой высокой мощностью.

Электромеханический листогибочный станок
Работа большинства подобных механизмов осуществляется с помощью редуктора и электродвигателя, приводная система состоит из системы ремней, цепной передачи или шестеренок. Некоторые производители делают станки с шарико-винтовой передачей, она подходит для оборудования с длиной гиба до 1,6 м. Недавно появились гибочные агрегаты с сервоприводом. В этих устройствах опускание подвижной балки происходит при наматывании приводных ремней, а за поднятие рабочего инструмента в верхнюю точку отвечают возвратные пружины.
Электромеханический листогиб обладает следующими плюсами:
- Высокая скорость работы.
- Относительно небольшие габариты оборудования.
- Легкость в обслуживании.
- Надежность.
- Качественная гибка листов до 2,5 мм.

Пневматический листогибочный станок
К данной категории относятся гибочные пресса, оснащенные воздушными компрессорами и пневмоцилиндрами. Рабочий инструмент здесь приводится в действие с помощью сжатого воздуха. Пневматический листогиб является преимущественно стационарным оборудованием. В большинстве данных устройств используется принцип «поворотной балки». Из серьезных минусов пневматического оборудования стоит выделить слишком шумную работу и недостаточную мощность для обработки длинных заготовок из толстого листа.
Плюсы пневматических гибочных станков:
- Хорошая работоспособность.
- Неприхотливость.
- Универсальность.
- Пожаробезопасность.
- Низкая себестоимость продукции.

Электромагнитный листогибочный станок
С целью исключения процессов трения и максимально надежной фиксации изделий разработчики стали внедрять в штамповочное оборудование инновационные технологии. Уникальными отличиями обладает электромагнитный листогиб, в котором прижим заготовок осуществляется под воздействием мощнейшего электромагнита. В режиме фиксации его мощность составляет 30%, в рабочем режиме при поднятии гибочной балки усилие прижатия достигает 4,5 т.
Какими плюсами обладает электромагнитный гибочный станок:
- Небольшие габариты.
- Простое управление.
- Отсутствие процессов трения повышает износостойкость.
- Надежность.
- Небольшая масса.
- Для повышения функциональности в комплекте имеется цельная и сегментная балка.

Как выбрать листогибочный станок?
Если приходится постоянно работать с листовым металлом, то без хорошего ручного или электромеханического приспособления обойтись трудно. Приобретая листогибочный станок, характеристики устройства нужно подбирать с учетом поставленных задач. Особую важность имеет толщина металла, длина заготовок, максимальный угол изгиба, мобильность механизма, мощность и разновидность привода.
Советы для покупателя листогибочного станка:
- Приобретайте листогибы с запасом характеристик.
- Самым мобильным оборудованием является ручной гибочный агрегат. Он не требует подключения на строительных объектах, занимает мало места, подходит для изготовления разнообразных изделий из тонколистового проката.
- Оптимальная толщина рабочего материала для большинства ручных устройств – до 0,7 мм для черного металла, медь – до 1 мм, нержавейка – до 0,48 мм.
- Для изгиба самых толстых (до 5 мм) пластин по всей длине приобретайте гидравлические устройства.
- Большая часть пневматического оборудования нормально работает при толщине заготовки 0,5-1,5 мм.
Листогибочный станок своими руками
Заводское электромеханическое приспособление для гибки металла стоит дорого, оно подходит для мастеров, постоянно занятых изготовлением заготовок из листа. Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Основные этапы изготовления самодельного листогиба:
- Для работы понадобится уголок 45 мм (два отрезка по 1 м), швеллер 80 мм (примерно 1 м), пара метров полосы шириной 40 мм, две крепкие металлические дверные петли.
- Выравниваем все срезы на заготовках.
- Ставим отметки на швеллере с обеих сторон от конца на 55 мм (половина длины петель).
- Укорачиваем уголки на 110 мм.
- Выполняем пазы на уголке и швеллере с обеих сторон в местах установки петель.
- Уголок, который будет служить прижимной траверсой, усиливаем с внутренней стороны металлической полосой при помощи сварки.
- Аналогично усиливаем упорный уголок.
- Привариваем петли, выставив предварительно зазор между будущей траверсой и швеллером 2 мм.
- Прихватываем упорный уголок на швеллере.
- Из остатков уголка мастерим прижимное приспособление.
- Привариваем кусочки уголка.
- Сверлим в уголках и швеллере отверстия под крепеж.
- На швеллере снизу привариваем гайки.
- Изготавливаем прижимные болты с ручкой.
- Из кусочков уголка привариваем к торцам швеллера деталь для крепления листогибочного станка к столешнице.
- Из трубы подходящего диаметра мастерим ручки и привариваем их под подходящим углом к траверсе.
- Проверяем листогиб в работе и осуществляем покраску.
Работа на листогибочном станке
Инструкция по эксплуатации гибочного оборудования отличается в зависимости от его вида. На ручных устройствах поднятие траверсы осуществляется вручную, фиксация материала происходит с помощью струбцин или других приспособлений. Согласно рабочим расчетам предварительно производят разметку листа, далее по намеченным линиям отрезанная заготовка выставляется под прижимной пластиной. Электрический листогибочный станок имеет автоматический блок управления, кнопки включения, регулируемый задний упор, механизмы установки величины хода пуансона или балки.

Регулировка листогибочного станка
Неправильная регулировка любых устройств может привести к браку или даже поломке механизма. Величина рабочего хода траверсы или пуансона должна строго соответствовать толщине заготовки. Настройка листогибочного станка зависит от модели оборудования. Например, высота загиба выставляется на простейших устройствах с помощью разметки листа, на более сложных листогибах этот размер регулируется задними упорами. Требуемый угол сгиба задают с учетом пружинения стали, используя угломер и ограничители хода инструмента.
