Полиуретановая форма своими руками в домашних условиях
Или как сделать форму из жидкого полиуретана самостоятельно
Не секрет, что в современном строительстве широко используются полиуретановые формы. Делается это в силу удобства применения данных матриц при производстве искусственного камня, строительных блоков, а также декоративного камня. Полиуретановые формы зарекомендовали себя как качественное подспорье в любом строительном вопросе. Однако, полиуретановая форма – это не инструмент исключительно профессионального строительства. Полиуретановые матрицы и формы для камня, например, широко применяются в быту. Конечно, можно купить полиуретановую форму. Однако будет ли такая матрица в полной мере соответствовать вашим требованиям и ожиданиям.

Мы же предлагаем следующее: изготовить полиуретановую форму своими руками. Во первых, данное мероприятие выйдет вам намного дешевле, чем покупка готовой формы для камня – по нашим подсчётам, стандартного полиуретана для форм на 10 кг, фасованного в комплекты, в среднем хватает на 2 больших и 1 маленькую форму. Это при том, что по цене данный комплект будет стоить немногим дороже чем готовая форма. И во вторых, полиуретановая форма сделанная своими руками будет чистой воды эксклюзивом, который вы изготовите исключительно под свои нужды и потребности.

Производство полиуретановых форм в домашних условиях
Как мы писали выше, многие частные мастера имеют заблуждение на счёт гибких матриц для камня, а именно — они думают, что полиуретановая форма – это не инструмент, который можно изготовить самостоятельно. Спешим вас разуверить в этом. Такие матрицы изготавливаются намного легче, чем вы себе представляли раньше. В связи с этим, ниже мы размещаем пошаговую инструкцию, в которой с удовольствием опишем, как изготовить полиуретановую форму своими руками в домашних условиях.

Подготовка мастер модели для литья форм
В первую очередь вам будет необходимо найти, приобрести или изготовить самостоятельно необходимые образцы камня, которые планируется копировать в полиуретановой форме. Данные образцы в нашем случае называются мастер моделями, и к ним имеется ряд некоторых требований:
- 1. Задняя, не рельефная часть камня должна быть абсолютно ровной.
- 2. Фронтальная часть камня должна иметь ярко выраженный рельеф, который мы хотим запечатлеть в полиуретановой форме.
- 3. Камень не должен иметь зазоров, швов, трещин, отверстий и прочих деформаций, которые помешают литью полиуретана или приклейке мастер модели к поверхности.

Изготовление полиуретановой формы на этапе опалубки
Заготовленные мастер модели камней необходимо плотно приклеить к какой либо поверхности, которая будет заливаться жидким полиуретаном. В качестве этой основы может выступать стол, лист ДСП, обычная деревянная доска оптимального размера или прочее. Каменные образцы сажаются на эту поверхность на клей или иной герметик, после чего вам необходимо дать время для его высыхания. После того, как наши камни надёжно закреплены на поверхности – обрезайте лишние края основы и делайте борты, так как сделали бы их для опалубки. Борты также можно прикрепить к основе с помощью герметика или клея. Следите за тем, чтобы в опалубке не было щелей и трещин.

Литье полиуретана для форм под изготовление гибкой матрицы
Когда все приготовления закончены, перво — наперво не забудьте обработать мастер модели и внутренние поверхности опалубки смазками, которые предотвратят прилипание полиуретановой формы.

И вот, наконец, можно приступать к литью. В данной инструкции материалом для литья у нас выступает полиуретан для форм холодного отвержения. Исходя из этого, будем равняться на этот материал в описаниях. Готовим литьевую смесь из компонентов полиуретана так, как это указано в инструкции.

Например, жидкий полиуретан для форм Адваформ, является очень текучим материалом, поэтому не требует дополнительной дегазации, но если вы работаете не с Адваформом, то после смешивания, жидкий полиуретан необходимо дегазировать. Сделать это можно в вакуумной камере или на вибростоле.

Когда с данным этапом покончено, можно приступать к литью нашего полиуретана. Аккуратно заливаем смесь в опалубку так, чтобы камни скрылись под слоем материала и оставляем полиуретан затвердевать.

Спустя сутки форму можно будет изымать из опалубки.
Вот и вся несложная наука о том, как правильно изготовить полиуретановую форму своими руками. Вдохновения вам, мастера.
Изготовление полиуретановых форм своими руками
Недавно я писал статью про изготовление формы для искусственного декоративного камня из силикона, сегодня же хочу рассказать, как изготовить полиуретановую форму своими руками, т.к. процесс немного отличается. У меня при заливке форм из силикона, всегда получалось все гладко – формы получались без пузырей. С полиуретаном же все наоборот и прежде, чем начали получаться качественные формы я “закосячил” около 10 форм.
Что нужно для изготовления формы
Чтобы форма из полиуретана получилась качественной нужно сделать хорошую матрицу. Как собрать матрицу можно почитать тут. Также вам понадобится сам полиуретан для заливки форм, ведерко, палочка для замешивания (или шуруповерт с миксером), пластиковый шпатель (я его сделал из крышки пластикового ведерка), весы и смазка. В качестве смазки я использую восковую разделительную смазку ВС-М. Можно также взять мыльный раствор, растрясти его, чтобы получилась пенка и ею обработать матрицу, но лично мне, ВС-М мне нравится больше.

Ну и конечно же нужно помещение с пониженной влажностью и комнатной температурой. Хотя, честно признаюсь, я формы заливал всего при +5 градусов. Полиуретан не такой текучий при такой температуре, но других условий у меня не было.
Как сделать полиуретановую форму. Инструкция
В первую очередь матрицу нужно просушить, т.к. на ней может оставаться влага (которая никак не ощущается) и именно из-за этой влаги у меня было куча пузырей на тыльной стороне формы. Я беру фен строительный и в течении 3-5 минут просушиваю. Но нужно сушить так, чтобы камень слишком не нагревался, т.к. может нагреваться силикон на который он приклеен. После сушки, примерно через 5 минут, как камень примет комнатную температуру, можно наносить разделительную смазку. Я делаю в 2 слоя с интервалом в несколько минут. Беру ВС-М и на расстоянии 20-30 см распрыскиваю его во все участки матрицы, под разными углами. Одного баллончика мне хватает на 2 формы, площадью ~0,2 кв. метра. Далее нужно развести компаунд, но для начала определяем его количество.
Как узнать сколько нужно полиуретана?
Возьмите готовую матрицу с прикрученными брусками (желательно до обработки разделительной смазкой) и насыпьте в нее что-нибудь сыпучее. Я видел на ютубе как парень засыпает пшеницу и таким образом определяет объем компаунда. Я бы рекомендовал использовать, что-то более мелкое, например, рис, гречку или пшено. И он еще там говорит, что дно формы должно быть толщиной 1-1,5 см – это я считаю лишнее. Достаточно всего 5 мм, чтобы получилось нормальное изделие, а для своих форм я вообще делаю 3 мм – и этого вполне хватает.
Итак, находим самый высокий камень в матрице, замеряем его максимальную толщину (высоту), прибавляем 5 мм и делаем отметку сбоку на одном из брусков. Затем засыпаем пшено ровно по этой отметке и разравниваем. Затем пересыпаем все в какую нибудь тару и замеряем объем, именно объем, а не вес, т.к, например, у гречки и пшена вес будет разный. Для подсчета можно использовать мерные стаканчики или стеклянные банки по 0,5 литра. Допустим у вас получилось 2,5 литра – это и будет объем компаунда. У меня на форму 0,2 квадратных метра с толщиной камня около 1 см как раз получается 2,5 килограмма. Не забываем, что это примерный расчет и лучше перестраховаться, добавив 300-500 грамм полиуретана.
Также хочу сказать про расстояние между плитками в матрице. В идеале это 1 см, но в целях экономии можно делать меньше. Для тонких кирпичей я делаю по 6 мм между плитками и по 8 мм по периметру. Для более толстых 8 и 1 см соответственно.
Приступаем к заливке
Вначале медленно (что бы не было пузырьков воздуха) размешиваем оба компонента палочкой в течении 2-3-х минут. Затем берем чистое ведерко, отмеряем компонент А и наливаем нужное количество. В зависимости от марки полиуретана кол-во двух компонентов может быть разное, у некоторых делается 2 к 1, у других 1 к 1. Я использую Силагерм 5045 он разводится 2 к 1. Беру 2 части компонента А – 1666 грамм и 1 часть компонента Б – 833 грамма, итого 2500 грамм или 2,5 кг.
Затем добавляю компонент Б и начинаю замешивать до однородной массы в течении 2-3х- минут. Замешивать можно палочкой или дрелью с насадкой на небольших оборотах. Полиуретан нужно хорошо размешать, тщательно проходя по дну и стенкам.
Матрица должна стоять по уровню и после этого можно заливать нашу смесь. Заливку лучше производить в одну точку по центру, тонкой струйкой. Если температура компаунда и помещения 20-25 градусов, то компаунд сам растечется, если меньше, то можно помочь ему шпателем, как делаю я. Если полиуретан плохо растекается, то он скорее всего холодный. Компоненты можно предварительно разогреть, но только по отдельности.
После того, как смесь выровнялась по матрице, а это примерно через 1-2 минуты, берем фен, включаем на максимум и на расстоянии 2-3 см от залитого компаунда проходим сверху всю поверхность – так мы максимально выгоним воздух. Жидкий полиуретан от фена будет “плыть” и будет выходить воздух.
Напоследок
Рекомендуем купить
На этом можно было и завершить написание инструкции, но бывает так, что в 1-2-х местах постоянно выходит воздух, шарик лопается, но снова надувается. Это может происходить из-за того, что либо под камнем, есть небольшая щель, либо в самом камне есть “раковинка”. В таком случае, я беру обычную иглу, вставляю в то место откуда идет воздух и резко выдергиваю. При необходимости можно сделать несколько раз. Бывает помогает, бывает нет. Лучше конечно при заливке использовать вакуумную камеру, чтобы избежать брака, но это дорогое удовольствие. И подходит только тем, кто делает формы на продажу. Ну и хочу дать один совет: если вы собираетесь сделать себе декоративный камень и встал вопрос с формами, покупать или сделать самому, то я бы рекомендовал купить, т.к. при изготовлении без вакуумной камеры высока вероятность брака. Если планируется производство и нужно много форм, то можно сделать самому, но я вас уверяю, брак будет 100%. Читайте дальше: как сделать сушилку для декоративного камня
Автор статьи
Строитель/сантехник и просто хороший человек
Написано статей


Полиуретановые формы для производства искусственного камня своими руками
Искусственный камень, изготовленный из форм для литья, подходит для наружных облицовок, элементов интерьера, бордюров, черепицы, ограждений. Изготовление камня для конкретных целей гарантирует, что созданный материал будет соответствовать требованиям к качеству и обеспечит единообразный внешний вид. Полиуретановые формы для производства искусственного камня позволяют воспроизвести практически любую структуру.
Полиуретановая форма для искусственного камня

Производство искусственных камней в полиуретановых формах
Формы из полиуретана являются основой производственного процесса создания каменной структуры. Это самая дорогая часть инструментального оснащения и оборудования. Высокое качество матрицы позволяет превратить заливаемый раствор в долговечный продукт.
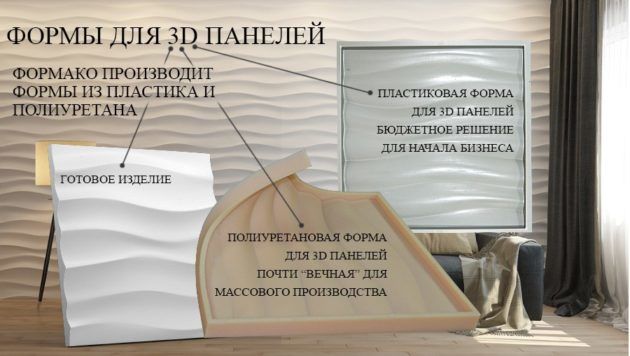
Существует три основных типа пресс-форм.
Формы из пластика – дешевый тип матриц. Материал чрезвычайно трудно обрабатывается. Короткий срок службы – около 50 циклов литья, что требует ежемесячного обновления.
Гибкие формы – силиконовые соединения и смоляные эластичные материалы. Недостатком является увеличение количества пузырьков, разбросанных по всей поверхности, и трудность в ее окраске из-за жирности силиконов, в отличие от полиуретановых смол.
Полиуретановые формы. Прочность до 40 циклов и высокие уровни усадки.
Формы из полиуретана являются предпочтительными для технологического процесса литья камня. При правильном поддержании матрицы могут работать годами и производить тысячи элементов.
Инструменты и материалы для подготовки
Для высококачественных шаблонов, способных точно передать текстуру натуральных материалов, используют литьевой полиуретан. Этот уникальный материал отличается стойкостью к износу, коррозии и гибкостью, выдерживает высокие механические нагрузки.
Полиуретановые формы изготавливаются холодной полимеризацией, раствором для образования двухкомпонентных полиуретановых соединений. Несмотря на простоту технологии, для создания надежной модели требует большой опыт.
Для получения полиуретановой формы своими руками, нужны:
- образцы из искусственного или натурального камня;
- двухкомпонентный полиуретановый компаунд;
- сантехнический силикон;
- фанера, плиты МДФ или ДСП;
- саморезы;
- литровое ведерко;
- шпатель.
Чтобы изготовить рамы необходимо подготовить гладкую секцию МДФ или древесно-стружечную плиту по размеру и рисунку элементов боковых стенок. На поверхности пластины, монтированием сантехнического силикона, копируется образец текстуры. Расстояние от образца до боковых стенок, должно быть, не менее одного сантиметра. Далее, собранную опалубку герметизируют силиконовой рамой и заливают раствором.
Полиуретановый компаунд
Основное внимание при выборе материала форм для литья заключается в наличии наполнителей в компаунде: для снижения стоимости, изменения прочности, веса или внешнего вида отливки, чтобы сделать конструкцию матрицы более работоспособной до или после застывания. Компонент «А» части компаунда, из большинства двухкомпонентных полиуретановых смол, поставляется с уже включенным определенным количеством наполнителя.
В продаже доступна высококачественная линия двухкомпонентных жидких каучуков, которые можно наливать, намазывать или напылить в процессе изготовления шаблона при комнатной температуре.

Полиуретановый двухкомпонентный компаунд
Полиуретановый компаунд – это два раствора на основе разных полиуретанов. Смесь соединенных компонентов застывает при комнатной температуре.
Материал разработан специально для изготовления форм для литья искусственного камня, так как благодаря пластичности, может, с легкостью повторить любой сложный рисунок с максимальной точностью. Из-за жидкого состояния, сырье можно легко измерить, смешать и подготовить для литья.
Раствор обладает быстрым временем застывания, что позволяет работать с матрицей через несколько часов после производства, но время полной стабилизации составляет около 12 часов.
Присутствие наполнителя в компаунде будет приводить к экзотермическому накоплению тепла, что замедляет реакцию застывания и снижает скорость усадки. В работе с литьевым полиуретаном рекомендуется, чтобы при использовании значительного количества наполнителя, процент добавленного катализатора был увеличен с обычного 1% до 2% (даже до 4% при перемешивании небольших объемов).
Процесс изготовления полиуретановой формы
Создание искусственного камня начинается с изготовления правильного шаблона. Большое количество отливок может быть изготовлено из одной качественной матрицы. С прочной формой можно воспроизводить практически любой вид текстуры, и создавать одинаковые плитки или секции, что важно при установке больших плоскостей.

Изготовление форм для литья гипса и бетона из полиуретана
Можно использовать два типа формовочных процессов: открытое и закрытое литье. Гибкие формы могут производиться методом заливки. В этом случае их нижняя поверхность будет ровной плоской, но из-за деформации боковых стенок, вызванных весом заливаемого раствора, матрицы необходимо существенно увеличить по толщине. Это приводит к значительному расходу компаунда и затратам на процесс изготовления литейной конструкции.
Производство блочной пресс-формы является самым быстрым и легким способом, но требует больше формовочного материала.
Этапы производства
Процесс состоит из нескольких этапов:
- Проектирование модели – прототипа из камня или плитки, что необходимо воссоздать, где будут располагаться все остальные секции.
- Создание литейной коробки – каркаса со стенками вокруг модели, можно использовать фанеру.
- Формовочный компаунд смешивают в соответствии с инструкциями производителя.
- Помещают прототип в матрицу, выливая материал в угол формы, чтобы раствор аккуратно протекал через прототип, так как это уменьшит образование пузырей.
После того как формовочный материал застынет, разбирают матрицу, осторожно вынимают полученную модель из прототипа.Открытая заливка используется в основном для плоских предметов с небольшими различиями в рельефе. Простой метод формования, особенно подходящий для новичков.
Образец закреплен жестко в герметичной полиуретановой форме, с расстоянием между рисунком, обычно превышающим 2 см. Готовая смесь наносится мягкой щеткой для точного рельефного покрытия и удаления воздушных микропузырьков. Затем смесь выливают так, чтобы обеспечить минимальную толщину литейной формы от 6 до 10 мм. Основными преимуществами открытой заливки являются простота и возможность визуального контроля воздушного кармана при использовании прозрачных полиуретановых марок.
Преимущества форм
Изготовленные полиуретановые формы имеют увеличенную пластичность и прочность, а благодаря специальным наполнителям – высокую стойкость к истиранию. Такие каркасы позволяют создавать камни из силикона, воска, бетона, гипса, растворов с низким содержанием металла, эпоксидных или полиэфирных смол.
Преимущества изделий полиуретановых форм:
- Изделия, полученные из полиуретановых форм, характеризуются высокой степенью имитации естественных поверхностей.
- Обеспечивается возможность использования материалов, прекрасно воспроизводящих рельеф натуральной поверхности.
- Благодаря внутренней поверхности формы, можно получить разнообразный цвет продукта и создавать эффекты распыления, размытия, наложения оттенков.
- Полученный декоративный камень имеет четко определенную геометрию и малый вес, что обеспечивает реализацию дизайна и легкую установку.
- Формованные элементы не требуют никакой дополнительной отделки.

Конструкции для искусственного камня, изготовленные из литьевого полиуретана, по сравнению с прочностью формы из пластика, производительны 2 года, и имеют:
- Хорошие характеристики эксплуатации.
- Легкую вязкость и текучесть.
- Низкую усадку.
- Отсутствие деформаций.
- Высокую твердость.
- Термостойкость.
- Стойкость к кислотам и щелочам.
- Устойчивость к старению.

Преимущества полиуретановой формы — возможность изделий любой формы
Полиуретановые формы позволяют создать огромный спектр моделей: декоративная стена из кирпичной кладки, облицованный камень или кирпич, современные 3d-панели, широкоформатные панели из декоративного камня, ультратонкие и гибкие каменные обои, элитные тротуарные плиты, а также элементы архитектурного декора.
Видео по теме: Полиуретановые формы
Изготовление полиуретановых форм для искусственного камня
 В последнее время, натуральный камень или его имитация активно используются в интерьере не только жилых домов но и офисных помещений. Природный камень, конечно, выглядит намного красивее и естественнее, но цена его довольно высокая. На данный момент, искусственный материал ничем не уступает по качеству и виду природному. Полиуретановая форма для изготовления искусственного камня является самым бюджетным вариантом. Это довольно мудрое вложение денег, которое будет служить вам долгие годы и радовать глаз.
В последнее время, натуральный камень или его имитация активно используются в интерьере не только жилых домов но и офисных помещений. Природный камень, конечно, выглядит намного красивее и естественнее, но цена его довольно высокая. На данный момент, искусственный материал ничем не уступает по качеству и виду природному. Полиуретановая форма для изготовления искусственного камня является самым бюджетным вариантом. Это довольно мудрое вложение денег, которое будет служить вам долгие годы и радовать глаз.
Свойства полиуретановых форм
Если говорить о свойствах полиуретановых моделей, то особое внимание заслуживают такие пункты:
- застывший материал легко отделяется от формы. Благодаря этому, плитка сохраняется в целости и ее текстура не портится. Благодаря такому свойству полиуретановых форм, значительно экономится время и ресурсы задействованные на производство декоративного камня;
- максимальная схожесть с природным камнем, точная передача его рельефов. Люди, не посвященные в нюансы такой работы, не смогут отличить натуральный камень от искусственного. Полиуретановая матрица в мельчайших подробностях передает нюансы поверхности материала;
- возможность комбинирования различного сырья для изготовления декоративных элементов. Возможно выбрать тот материал, который больше всего подойдет по свойствам. Это может быть как гипс, так и бетон;
- сами формы отличаются устойчивостью и долговечностью. Они отлично выдерживают абразивные поверхности, а также разные виды воздействия внешней среды. Такие свойства позволяют активно применять формы на протяжении длительного времени;
- большой выбор размеров и очертаний. Это дает возможность создания декоративного камня разных размеров и поверхностей.
Необходимые материалы и инструменты
Для того чтобы получить полиуретановую матрицу вам понадобится:
- бинарный литьевой полиуретан;
- искусственный камень;
- небольшие части мебельной плиты МДФ или ДСП;
- саморезы;
- разделитель;
- миксер бытовой;
- кухонные весы;
- емкость обьемом 1л;
- шпатель пластиковый;
- силикон сантехнический.
Технология производства полиуретановых форм своими руками
Приобретаем упаковку искусственного камня, идеально подходящего для вашего интерьера. Обычно упаковки рассчитаны на 1 кв.метр. На обрезе мебельной плиты ДСП нужно разложить полквадрата камня.
Важно: между камнями оставляем зазоры, примерно 1-1,5 см.
Затем с помощью силикона нужно приклеить плитки камня к листу ДСП.
При помощи обрезка плиты сделайте подпорку, на 2 см выше края камня. Далее при помощи сантехнического силикона изолируйте все стыки, это нужно для того, чтобы предотвратить протекание жидкого полиуретана. Для получения максимально ровной формы, выставьте поверхность с установленной на нее опалубкой по уровню. Для более удобной работы можете положить опалубку на стол.
Только после того, как застыл силикон можно покрыть подпорку и камень разделителем. Даем время разделителю чтобы кристализироваться и начинаем работу с литьевым полиуретаном.
Далее переходим к изготовлению формы. Для этого необходимо соединить две части жидкого полиуретана. Одна часть оранжевого цвета и жидкая, а вторая бесцветная и более густая. Отмеряем весами одинаковое количество жидкости и при помощи миксера тщательно смешиваем их до однородности. Далее заливаем в опалубку.
Важно: обязательно следите чтобы жидкость с канистр смешивалась в равных пропорциях.
Форму заливаем до краев и оставляем примерно на 24 часа застывать. Идеальна для работы с полимерами плюсовая температура окружающей среды. Полиуретан не имеет особого запаха, но все же не рекомендуется работать с ним в помещении.
Примерно через 24 часа из желеподобной массы, полиуретан превратится в устойчивую форму для отливки искусственного камня.
Далее необходимо разобрать саму опалубку, при помощи канцелярского ножа подрезаем места сильного залипания силикона и полиуретана. После снятия опалубки, отсоедините форму от стола. Дайте время форме подсохнуть, та поверхность которая не контактировала с воздухом, может быть немного влажной. Протрите форму и оставьте на несколько часов до полного высыхания поверхности. Далее можно приступать к литью камня.
Виды жидкого полиуретана для изготовления форм
Виды полиуретана:
- охлажденного литья;
- горячего литья.
Полиуретан охлажденного литья является наиболее популярным, так как не требует специальных навыков и небюджетного оборудования. Все манипуляции с таким полиуретаном можно провести в пределах небольшого производства или домашних условиях.
Полиуретан горячего литья обычно используют для изготовления изделий конечного назначения, готовых к использованию. Также он широко применяется для обработки поверхностей и стыков. В отличие от полиуретана холодного литья, для работы с его аналогом требуется специальное оборудование.
Основными аналогами жидкого литьевого полиуретана являются силикон и формопласт.
Этапы производства
- Создание проекта будущей матрицы. Необходимо с точностью воссоздать, места расположения секций;
- Создание литейной конструкции со стенками вокруг модели. Для этих целей отлично подойдет фанера;
- Смешивают формовочный материал, согласно инструкции производителя;
- Заливка материала. Материал аккуратно выливают в угол формы, чтобы раствор протекал через прототип, это нужно для уменьшения образования пузырей.
Механическая отделка полиуретанов
К механической отделке полиуретанов относится:
- точение. Резцы предназначены для полиуретана должны иметь тщательно заточенные и острые барьеры. При точении крупных деталей заглубление резца должно быть 2-3 мм при подаче и 0,8-1 мм за оборот. Нужно обеспечить максимально большой зазор между полиуретаном и инструментом, стружка должна отрываться как непрерывная нить.
- шлифование. Чтобы сделать состояние шлифуемой поверхности более гладкой, используйте медленную подачу. Большая толщина удаляемого слоя может привести к плавлению поверхности детали. Скорость вращения шлифовочного круга должна быть 2255-3255 об/мин. Иногда при шлифовке требуется охладитель, вода прекрасно справится с этим заданием. На рабочем месте должен присутствовать коллектор насоса пыли.
- сверление. Использование тихоходных спиральных сверл будет лучшим решением. Используйте подложку из твердого материала, это необходимо для исключения разрыва полиуретана на выходе сверла. Скорость подачи примерно 0,5 мм за оборот.
Полиуретановая форма для искусственного камня
Полиуретановые формы являются самыми удобными из используемых форм для декоративных камней. Также они отличаются повышенной прочностью, эластичностью и дают качественный отпечаток поверхности на застывшей смеси. Кроме того, полиуретан сам по себе обладает высокой долговечностью. Достаточно прост в приготовлении, необходимо всего лишь смешать между собой два компонента согласно инструкции. Не обязательным является использование вакуумной машинки для удаления пузырьков воздуха, можно использовать строительный фен.
Преимущества форм из полиуретана
К основным преимуществам полиуретановых моделей относятся:
- хорошая пластичность и точность;
- повышенная стойкость к стиранию;
- максимально приближенный вид соответствующих поверхностей;
- использование материалов передающих рельеф натуральной поверхности;
- внутренняя поверхность формы дает возможность получить разнообразную цветовую палитру продукта, а также создавать эффекты распыления и наложения цветов;
- благодаря четко определенной геометрии и небольшому весу, полученный декоративный камень обеспечивает точную реализацию дизайна помещения и безпроблемную установку;
- законченные элементы не нуждаются в каком-либо дополнительном декоре.
Благодаря таким каркасам, возможно создание камней из практически любого строительного материала.
Технологии производства из полиуретана
Любые требования заказчика в конструктивном индивидуальном или стандартном решении, а также необходимые физические, механические и потребительские свойства OOO «НЭСКПИ» совместно с ООО «С.П.Б» гарантированно обеспечивает в разных областях промышленного применения.
Наша компания внедряет оборудование и технологии по работе с полимерами и снабжает основными и сопутствующими качественными материалами, снабженными полным пакетом необходимой документации. Дополнительно компания обучает персонал клиентов технологии производства в этой сфере.
Технологии производства литьевых форм и арматуры
По сопутствующей заказу документации или по самостоятельным чертежам, сделанным для клиента, производят металлическую форму, литейный стержень и арматуру для литья полиуретанового изделия. Чтобы начать процесс изготовления пресс-формы, необходимо сделать объемный мастер шаблон. В главном шаблоне делают покрытие на силиконовой основе. Как только жидкость затвердевает, мастер шаблон удаляется, и в оставшуюся пустоту вводится уретановый литьевой материал, который наилучшим образом соответствует вашим потребительским характеристикам. Используя этот процесс, надо сделать несколько копий.
Форма из металла. Свободное литье
Инструменты для создания арматуры из корда
Обработка армированных сердечников печатных валиков
Подготовительные работы с поверхностями моделей, форм и арматур.
Перед литьем все внутренние поверхности моделей и литьевых форм должны быть чистыми и сухими. Потом необходимо обработать аэрозольным антиадгезивом на восковой основе или другим разделителем от налипания и затекания полимера во время литьевых процессов.
Обработка защитным покрытием литьевой формы.
Обработка защитным покрытием модели.
Подготовка формовочной смеси перед заливкой полиуретана.
Очистка поверхностей и нанесение защитных однородных слоев из адгезива или комбинированных – из праймера и адгезива.
Технологии производства полиуретанов
Производство многослойных отливок с помощью жестких форм
Слои разной твердости 2-компонентного ДУОТАНа отливаются при помощи машины СМАРТА.
Производство массивных отливок с помощью жестких форм
Сырье для литья Силкаст и Дуотан содержат 2 компонента – их применяют в литьевую специальной машине СМАРТА. Для 1-компонентного материала Монтан машина для литья не требуется.
• При помощи горизонтально расположенной формы отливается ракельный нож;
• При помощи вертикально расположенной формы со стержнем отливается вал;
• Подушки амортизаторов льется при помощи стальных пластин.
Литье полимера в замкнутый объем без форм
При помощи простой насосной установки производят заполнение шин автомомашин Тайфилом.
Производство массивных отливок с помощью упругих форм
В форму из материалов Силмонд льют сырье Пор-А-Каст.
Открытое литье без формы
При помощи материала Силкаста производится нанесение защитного слоя на плату с электронной микросхемой.
Производство тонкостенных отливок с помощью жестких форм
СМАРТА-ПЛЮС эффективна для компрессионного литья ДУОТАНА.
• для полусферической разделительной фракции;
• для изготовления усиленного сталью манжетного уплотнителя;
• Литье округлых сайлент-блоков.
Механическая отделка полиуретанов
Обработка механического характера полиуретанов неодинаковой твердости свершается с помощью специальной технологии. Наконец, наступает стадия производства на заказ литых уретановых заготовок, благодаря нашему структурному проектированию оснастки и прототипам фаз. Это просто вопрос получения в обычном рабочем процессе, мониторинге производства, заготовок, сходящих с конвейера. В зависимости от проекта, мы закончим каждую часть либо за счет сжатия, сверления, шлифования, фрезерования, пиления, пока законченные литые детали из уретана не отвечают всем требованиям допуска.
Первоначальная обточка кольцевым резцом печатных валиков. Торцы валика подрезают лезвийными резцами.
Окончательная обточка вала игольчатой фрезой.
Шлифовка вала с помощью абразивного круга.
Полировка вала абразивном материалом.
Изготовление упругих форм и жестких отливок
Используются оригинальные технологии и специальные формовочные материалы: из полиуретана делаем пресс-формы для производства формы для восковых отливок. Такие отливки идеально подходят для использования в качестве инвестиционных шаблонов для литья металла. Необходимо соблюдать осторожность, чтобы произвести мастер-шаблон с соответствующим коэффициентом усадки для целевого металла — алюминия или нержавеющей стали, но также можно сделать формы из стеклопластика.
Для выработки декоративного отделочного камня используют сырье из полиуретана: литьевые гибкие формы, штампы для тиснения. От качественно выполненной формы для литья зависит красота декоративного камня, себестоимость готовой продукции. На уровень сложности рельефа отделочного камня влияет гибкость литьевой формы, упругость и прочность материала, стойкость к агрессивной среде.
Создание упругих форм с пластилиновых, восковых моделей и др.
Литьевые формы производятся прозрачными, многослойными и разъемными.
Сырье для создания форм для бетонного литья.
Жесткие отливки из быстротвердеющей полиуретановой композиции.
Контрольные операции
Все материалы, используемые в работе, проходят контроль. Для отдельных образцов проводятся специальные испытания.
Проверяется твердость и прочность отливки из полиуретана.Полиуретан для изготовления форм. Жидкий, литьевой, двухкомпоонентный
Силикон для форм
(на олове или на платине)
Жидкий силикон для молдов и матриц. Копирует любую фактуру, прост в использовании.
ПерейтиЖидкий полиуретан
(не требует дегазации)
Полиуретан для форм под гипс и бетон, жидкий пластик и разделители
ПерейтиЭпоксидные смолы
(прозрачные)
Для ювелирного художественного литья, пропитки, формования, ремонта и пр.
ПерейтиЖидкий полиуретан для форм и жидкий пластик от отечественного поставщика
Приветствуем! Вы попали на сайт — магазин компании Kremen . Мы занимаемся реализацией полимеров отечественного производства, таких как полиуретан для форм и жидкий пластик. Наши полиуретановые компаунды – это оптимальное сочетание высокого качества и разумной цены, достойная замена более дорогим импортным материалам! Что же такое полиуретановый компаунд? Полиуретановый компаунд — это композиции из полимерного сырья, используемые при заливке изоляции токопроводящих деталей, узлов, а также для изготовления форм для литья декоративных изделий. Мы же представляем Вашему вниманию полиуретановый компаунд — «Адваформ». «Адваформ» — полиуретановый компаунд для изготовления форм, иначе говоря просто полиуретан для форм, который отличается низкой ценой и высоким качеством. Купить полиуретан для форм можно в нашем интернет-магазине. Данный полиуретановый компаунд, в зависимости от марки, может быть использован для литья легких изделий, для производства гибких матриц при изготовлении искусственного камня, тротуарной брусчатки или других изделий из гипса и бетона, а также для производства форм для формирования орнаментов на обрабатываемой поверхности и бетонных панелей. Также, наш жидкий полиуретан может применяться в самых разнообразных сферах деятельности, если материал отвечает искомым требованиям: Например, наши клиенты использовали жидкий полиуретан для изготовления сайлентблоков, втулок, манжетов и прочих деталей. Также наш жидкий полиуретан и жидкий пластик применялся при производстве декоративных элементов, обуви и прочей атрибутики. Использование литьевого полиуретана при производстве вышеперечисленных изделий обусловлено наличием целого ряда уникальных физических и механических свойств. Наш материал прочный, гибкий и устойчивый к агрессивной внешней среде. Основной цвет полиуретана для форм «Адваформ» — белый. При производстве изделий из бетона, гипса или других материалов, при помощи полиуретановой формы, они могут быть окрашены специальными пигментами или смесями. Цветовой диапазон таких пигментов достаточно большой. Их выбор сильно влияет на качество и вид конечного изделия. Что касается самих пигментов: у нас на сайте, помимо полимерных материалов, есть неорганические железооксидные пигменты для бетона, которые применяются для окрашивания цементных смесей на стадии замешивания раствора, и пигменты для полиуретана или силикона, которые также применяются для окраски полимерной смеси по массе на стадии смешивания компонентов для придания определённого цвета итоговому изделию. Если Вы заинтересованы в приобретении полиуретана для форм или жидкого пластика – оформляйте заказ прямо на нашем сайте в разделе каталога! Если же Вы просто интересуетесь полимерными материалами холодного литья, в вашем распоряжении обширная база наших статей и профессиональная компетентность наших менеджеров, которые будут рады проконсультировать Вас по любому вопросу касательно нашего материала.
Производство форм
Наша компания имеет многолетний опыт работы по производству форм для камня.
Мы выполняем как индивидуальные заказы, так и производим формы серийно. Формы изготавливаются с помощью автоматизированного, импортного, промышленного оборудования, что позволяет добиться снижение ценообразования и гарантирует качество продукции. Для изготовления форм мы используем двухкомпонентный полиуретан производства компании Smooth-On (США) основанной в 1895 году. Её более чем вековой опыт дает право называться лучшим производителем материалов для производства форм.

Материал был разработан и специально создан, для изготовления форм с высокими физическим характеристиками наиболее подходящие для литья гипса и бетона.

Для изготовления форм подобран оптимальный вариант твердости и прочности полиуретана, он эластичен, что позволяет без труда произвести выемку и расформировку изделия, и в то же время довольно-таки прочен, что само по себе гарнирует большое количество изготовления камня с применением полиуретановых форм.

Ведь чем больше циклов заливки Вы сможете произвести, тем больше Вы сумеете сэкономить на затратной части материалов необходимых для производства.

Выбирая формы для изготовления камня, Вы основываетесь.
- Текстура камня
- Размеры готового камня
- Возможные варианты изготовления (гипс, цемент)
- Качество форм
Полиуретановые формы это: ( великолепная повторяемость рельефа, стойкость к щелочным растворам, ресурс форм от 800 до 1500 циклов заливки) при соблюдении правил эксплуатации.

Технические характеристики полиуретана:
Марка: VytaFlex 40
Твердость по Шору 40
Плотность Плотность г/см3 1,03
Модуль упругости при 100% удлинении 100
Удлинение при разрыве в % 660
Придел прочности на разрыв МПа 3,60
Прочность на разрыв кН/м 14.36
VytaFlex используется для различного производства, включая изготовление искусственного камня, форм для изготовления скульптур и архитектурных элементов из гипса и бетона и т.п. Он удовлетворяет жёстким требованиям к материалам, предназначенным для работы в непосредственном длительном контакте с бетоном, гипсом и другими подобными материалами.
VytaFlex особенно хорошо подходит для литья из пигментированного/окрашенного бетона или гипса. Формы, сделанные с помощью VytaFlex, представляют собой аккуратное и однотонное литьё.
Правда о полиуретановых формах
Или что необходимо знать
Многие производители форм специально пытаются приукрасить достоинства производимой ими продукции. Один из самых частых примеров – это долговечность форм.
Но не многие акцентируют внимание на том что, цементные бетоны –это очень агрессивная среда и не все формы одинаково долго прослужат в работе с цементными растворами. Выбор форм – очень важная и непростая задача.
Долговечность форм, предназначенных для литья бетонов на основе цемента, влияют три фактора:
1. Механическая прочность
(Предел прочности — механическое напряжение , выше которого происходит разрушение материала.)
2. Абразивостойкость — (сопротивляемость материалов механической обработке абразивами) в данном случае цементные растворы. очень важный параметр. Если материал, из которого изготовлена форма, не способен долго противостоять истирающим нагрузкам, то может получиться весьма некрасивый результат: форма цела, а декоративная поверхность стерлась. Как вы понимаете, качество декоративного камня зависит от качества имитации формы.
3. Химическая стойкость ( разрушение формы при работе с агрессивной средой) — Оценить механическую прочность форм легко – высококачественные формы растягиваются, но не рвутся и при этом идеально держат форму!
Итак, средневзвешенная реальная долговечность различных формных материалов выглядит примерно следующим образом:
— различные виды пластиковых и пленочных форм: 10 — 50 циклов. Причина разрушения: «исцарапывание» декоративного слоя, деформации и разлом в процессе распалубки.
— ПВХ (формопласты): 20 — 50 циклов. Причина разрушения: «смывание» декоративной поверхности, иногда – растрескивание или разрыв формы ( зависит от качества исходного сырья и методики переработки)
силиконовые и аналоги: 40-70 циклов.
Причина разрушения: механический разрыв формы и химическая деструкция
— силиконовые композиции средней ценовой группы: 100 — 250 циклов.
Причина разрушения: естественная химическая деструкция.
— высококачественные полиуретановые формы: 800-1500 циклов. Причины разрушения: обычное старение в течение длительного срока постоянной эксплуатации.
Полиуретановые формы обеспечивают легкую выемку изделий из матрицы. Кроме того, полиуретановые формы не нужно каждый раз мыть перед каждой новой заливкой. Все это, является гарантией длительного срока службы.
В любом случае выбор стоит за Вами, но наша Копания не советует экономить на материале который является залогом Вашего успеха!
Гарантия на нашу продукцию
На полиуретановые и силиконовые формы изготовленные компанией Форма Камня действует следующие гарантийные обязательства.
Наша компания старается максимально возможно предоставить клиенту форму-оттиск копируемого изделия, матрицы(копию искусственного камня, 3-D панели) приближенную к начальному образцу. Образы получаемого изделия представлены в электронном каталоге на сайте и расположены в офисе продавца.
Гарантийный срок форм 2 месяца с момента продажи ( Отгрузка клиенту) при условии соблюдения правил эксплуатации форм.
Для успешной и долговечной работы просим ознакомиться с правилами эксплуатации форм.
Механическая прочность полиуретана (силикона) достаточно высока, что позволяет легко извлекать из нее даже самые сложные отливки. Однако, не стоит использовать острые предметы для выемки изделий .Просим Вас не игнорировать это предупреждение!
Рекомендуем использовать защитные составы ( на силиконовой или мыльной основе)
Вы можете приобрести их на нашем сайте.
Разделительный состав на мыльной основе https://forma-kamnya.ru/some-catalog/razdelitel-dlya-form/
Разделительный состав на силиконовой основе https://forma-kamnya.ru/some-catalog/razdelitelnyij-sostav-usa/, https://forma-kamnya.ru/some-catalog/razdelitel-universal-mold-release/
Избегать чрезмерного нагрева форм. Любые резинотехнические изделия не любят высоких температур. Полиуретаны – не исключение! Формы будут отлично себя чувствовать при краткосрочных повышениях температуры до 60 градусов по Цельсию. Выше – нельзя, т.к. при длительной термообработке начнется процесс деформации и форма будет испорчена.
Не допускать контакта с кислотами –полиуретановые резины чувствительны к кислотам, поэтому, ни в коем случае не допускается их применение при работе с формами. Так же как и
Механические повреждения при чистке формы в процессе работы, возникает необходимость чистки форм. Причины могут быть разные – прилипшие остатки гипса или цемента или потребность удалить остатки пигментной краски при кардинальной смене цвета. Следует использовать теплую мыльную воду и щетку средней жесткости. Главное, ни в коем случае, не использовать жесткие металлические щетки, которые могут повредить или исцарапать декоративную поверхность формы!
Ресурс форм зависит от толщины формы ее рельефа и материала заливаемого в форму.
Ресурс форм при использовании гипсового раствора до 1500 заливок и более.
Ресурс формы при работе с цементным раствором до 1000 заливок ( в зависимости от рельефа формы и ее толщины.)
Гарантийные случаи
Замена , возврат форм возможна при обнаружении следующих дефектов:
- Текстура- оттиск получаемого изделия, не соответствует текстуре заявленной на сайте(фотографии) или образце в офисе.
- Форма имеет (кратеры) углубление или наружные пузырьки более 1 мм. и более 2 % от общей площади формы кратно 0.1 кв. метру. для текстуры 3-D панелей.
- В типажах форм “сланец”, “кирпич” ( допустимо не более 9% от общей площади формы 0.1 кв. метр кратно) небольшие кратеры или пузырьки. Это обусловлено сложной текстурой копируемого образца и времени жизни заливочного материала.
Претензии по качеству форм принимаются на электронную почту [email protected] с подробным описанием проблемы-дефекта и фотографией. А так же с данными покупателя ФИО номера заказа.
После получения претензии в максимально возможный срок, поставщик связывается с покупателем для дальнейшего решения возникшей проблемы.
Замена, возврат происходит только после получения поставщиком форм и дефекации на производстве выявление дефекта. Сроки рассмотрения претензии 15 дней с момента получения формы.
Возврат форм, производиться за счет покупателя продавцу.
С уважением www.Forma-Kamnya.ru