Многофункциональное гибочное приспособление с четырьмя радиусами из тормозного диска
Здравствуйте, уважаемые читатели и самоделкины!Уже множество вариантов гибочных приспособлений было предложено разными авторами. И каждое из них имеет различные преимущества и недостатки.
В данной статье, автор YouTube канала «Workshop Diy» расскажет Вам про свою версию такого инструмента, в котором реализована возможность сгибать заготовки с разным радиусом.

Материалы.
— Старый тормозной диск, ступичный подшипник
— Стальная полоса, кругляк, труба
— Болты, шайбы
— Солидол.
Инструменты, использованные автором.
— Болгарка
— Зачистной и отрезной диски
— Струбцины
— Сварочный аппарат
— Шуруповерт, сверла по металлу
— Точильный станок
— Молоток, угольник, маркер, гаечный ключ.
Процесс изготовления.
Для изготовления основания потребуется старый тормозной диск, и еще функционирующий ступичный подшипник.

Первым делом нужно облагородить диск, и очистить его от ржавчины. Основную грязь из внутренней части диска автор выколачивает молотком.


Все поверхности обрабатываются зачистным диском.
Завершает зачистку диском-липучкой с наждачной бумагой.


Теперь ступичный подшипник нужно установить по центру тормозного диска. Для того, чтобы он лучше приварился, мастер стачивает одну внешнюю грань на станке.
Чтобы его точно отцентрировать подшипник, автор использует обычный круглый магнит.


Затем диск переворачивается, и подшипник приваривается к нему.


Сбивается окалина, шов зачищается.


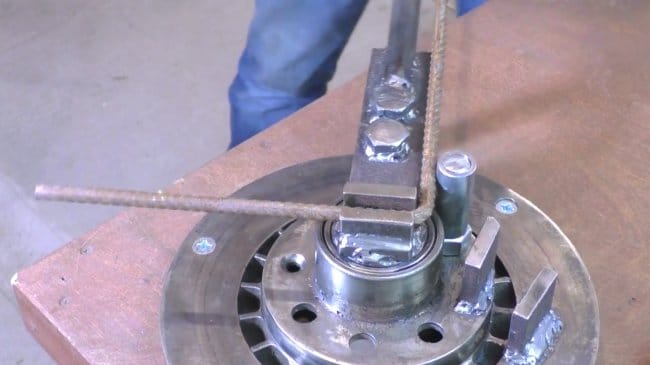
В итоге получается вот такое основание приспособления.


Из стальной полосы нарезаются заготовки для упоров и элементов рукоятки.


В основной части рычага, на которой будут устанавливаться штифты, высверливает отверстия для болтов.
Возле одного края рычага (он будет расположен по центру подшипника) привариваются два стальных прямоугольника.


Далее в отверстия вставляются болты, и их головки привариваются к полосе.


Третий, и самый длинный болт приваривается с нижней стороны рычага.


В качестве рукоятки мастер будет использовать стальной кругляк. Он срезал его часть, и приварил к внешнему краю полосы.


После зачистки получилась вторая часть конструкции. Теперь на болты нужно надеть ролики, их автор изготовил из стальной трубы. Длина роликов чуть короче длины болтов.
Теперь нужно нанести солидол, и надеть ролики на болты.
Чтобы ролики не соскакивали с осей, на край болтов привариваются шайбы.
Готовую конструкцию остается приварить к центральной части подшипника.


Также два упора привариваются к тормозному диску.
На внешнем крае диска высверливаются три отверстия для крепежных винтов, и зенкуются.

Устанавливается последний болт с роликом через штатное отверстие в диске.
Вот и все, приспособление готово, его нужно прикрутить к верстаку.
Итак, первым испытуемым будет кусок арматуры, автор сгибает его на самом малом радиусе, получая 90 градусов.

На втором радиусе пробует согнуть стальной квадрат, и все выходит отлично.
На третьем кольце уже пробует сгибать стальную полосу.


Ну и самый большой радиус — внешний. Для него нужно прикрутить упор к верстаку.


Благодарю автора за простое, но полезное приспособление для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Расширяем функционал тисков, делаем приспособления для гибки пластин, арматуры



В этой статье мастер покажет нам, как расширить функционал тисков. Мастер предлагает к обозрению несколько приспособлений для гибки металла с помощью тисков, а также демонстрирует способы их использования.
Инструменты и материалы:
-Металлическая пластина;
-Сверлильный станок;
-Метчик;
-Крепеж;
-Ушм;
-Подшипники;
-Тиски;
Шаг первый: накладки
Первая оснастка представляет из себя накладки на губки тисков. Мастер сварил две металлические пластины буквой Г. Зачистил швы. Затем разрезал их на несколько частей. Просверлил крепежные отверстия и нарезал резьбу. В губках тисков тоже сверлятся отверстия.
Шаг второй: использование накладок
Для гибки металла нужно закрепить накладки на губки тисков. В зависимости от предполагаемого результата накладки располагаются определенным образом.

Затем нужно вставить заготовку между губками и произвести изгиб.
На видео можно посмотреть, как использовать накладки.
Шаг третий: приспособление для гибки арматуры
Еще одно приспособление предназначено для гибки арматуры. Одна из накладок изготавливается таким образом, чтобы сбоку тисков выступала пластина. К пластине приваривается 10 мм отрезок арматуры.
В принципе, уже можно использовать приспособление по назначению.

Для облегчения процесса гибки мастер изготавливает рычаг. Он представляет из себя профильную трубу со срезанной полкой. На краю рычага сделаны прорези-зацепы. За зацепами установлен упорный болт и, далее, подшипники.
Вот так выглядит готовое приспособление.
А так его можно использовать для изгибания арматуры.

На этом видео можно посмотреть изготовление и применение приспособления.
Источник
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Оборудование для художественной гибки металла – какое оно бывает? + Видео
Чтобы получить красивую декоративную решетку на окно, либо для ограды или балюстрады балкона, необходимо оборудование для холодной художественной гибки металла. Давайте разберемся, что это за приспособления.
1 Для чего нужно гнуть металлопрокат, и как это лучше делать?
Для изготовления кронштейнов козырьков над окнами и дверьми, а также для навешивания настенных фонарей и камер видеонаблюдения зачастую используются фигурные элементы из стальных полос, а также из прутка или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для гибки проката. Либо, как вариант, можно сделать механический инструмент для изготовления металлических орнаментальных элементов своими руками.

Фигурные элементы из прутка
Рекомендуем ознакомиться
Также немаловажно знать принцип действия автоматических приспособлений, которые можно приобрести для наладки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, однако для каждого варианта требуется отдельная операция. Различают такие форм-факторы, как полоса или пруток со спиральным изгибом, пруток с кручением вокруг продольной оси, элемент с изгибом по определенному радиусу (до кольца) или волной, а также под углом. Также для придания конструкциям объема нередко используется гибка по большому радиусу. Универсальных аппаратов легкого класса с малой и средней производительностью очень мало, чаще встречаются модели, совмещающие комплекс для 2-3 типов гибки.
2 Автоматические станки для декоративного изгиба
Оборудование для получения декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, основанное на работе маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для простейшей операции – вальцевания металла. Да, именно на этой технологии основан метод получения изгиба малого радиуса, то есть для дуги используются 3 валика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть можно своими руками установить насадку и для навивки «улитки».
Данное оборудование считается довольно простым, поскольку не нуждается во включении в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала, используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в зажим, после чего станок проворачивает вал на необходимый угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.

Автоматическое оборудование для вальцевания металла
Для получения многовитковых улиток может быть сделано несколько поворотов шпинделя с поэтапной заменой насадок, либо с использованием сборного секционного шаблона. Похоже работает и станок для холодной художественной гибки металла «Декор 1», который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон могут быть вставлены валки различного диаметра или специальные шаблоны «улитки». Оборудование снабжено пультом ЧПУ. Оба устройства запускаются автоматически и вручную. Следующий станок можно назвать бюджетным их вариантом.
Аппарат для холодной ковки «Ажур 1М» предназначен для пуска и остановки шпинделя своими руками. Мощностью в 3 кВт и имеющий небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат может быть установлен даже в домашней мастерской. Производительность – от 400 деталей типа «лапка», «улитка» и «волюта», «корзинка» и «торсион» на дополняющих модулях.

Аппарат для холодной ковки «Ажур 1М»
Выпускаются и зарубежные образцы подобного оборудования. В частности, UNV3 предназначен для завивки заготовок в «улитки» и «волюты», а также для продольного скручивания прутка с квадратным сечением. Предусмотрено и изготовление «корзинки». Однако оборудование с ЧПУ требует работы исключительно обученного оператора, поскольку, в противном случае, придется использовать ручной пуск станка, из-за чего большинство функций дорогого оборудования не будут задействованы.
То же самое можно сказать и про менее универсальный вариант V2-16 мощностью 1,5 кВт, который выполняет только операции по завивке «торсиона», изготовлению «корзинок» и производству «улиток». Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует принять во внимание, что, независимо от используемого типа станка, материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной упругостью для этой цели не подходят.
3 Ручное производство декоративных металлических элементов
Помимо автоматических агрегатов сегодня в огромном количестве выпускается механический инструмент для фигурной деформации металлических полос и прутков с арматурой. Практически любое приспособление такого рода основано на вращении или повороте ворота, а также на рычажно-цепной передаче. Причем можно использовать как отдельные механические устройства, так и комплекс из нескольких узлов, соединенных на одной станине, разница между ними будет только в стоимости, производительность же абсолютно одинакова.
Давайте рассмотрим последовательно каждый инструмент для изготовления того или иного декоративного элемента из металла. Самое простое решение – вращение ворота вручную, то есть без использования различных передач, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет предельно возможной длины плеча рычага. Например, элементарное устройство: стенд, на котором жестко закреплен упор для заготовки, а на некотором расстоянии от него – вращающийся вал, вокруг которого будет загибаться пруток, труба или полоса металла.

Инструмент для изготовления декоративных металлических элементов
Под рабочей поверхностью к оси вала прикреплен свободно двигающийся рычаг, имеющий дополнительную вертикальную ось на плече, выведенную над стендом через дугообразную прорезь. На ось надет второй вал, который будет прикатывать заготовку к первому. Такой инструмент дает возможность легко изготовить своими руками «волюту». Для закрутки «торсиона» на длинном массивном основании устанавливаются 2 станины, жестко закрепленная – на конце, и подвижная – на середине. Сквозь зафиксированную станину пропущен вал, на котором установлен ворот и имеется плашка с зажимами, обращенная вдоль основания к противоположному его концу. В свободно двигающейся консоли сделана проушина с болтовыми зажимами, куда жестко фиксируется заготовка.
Второй конец стержня с квадратным сечением зажимается в плашке. Далее вращением ворота придается нужное количество витков завиваемой по продольной оси детали. Этот же инструмент позволяет сделать своими руками корзинку из нескольких прутков. Вот еще один инструмент для механической художественной гибки металла. В центре рабочей поверхности приспособления имеется ось, на которую надевается сборный шаблон для улитки. Секции насадки имеют скошенные торцы для прочного стыка, а также удобные крепежи с небольшими отверстиями под пальцевое соединение. Когда дугообразные детали шаблона смыкаются в рабочее положение, получается ровная, плавно изгибающаяся спиралевидная конструкция.

Станок для механической художественной гибки металла
По центру, над зажимным пазом для заготовки, имеется бобышка ворота, в которую вкручиваются рукоятки рычагов. С небольшим отступом от надетой на ось насадки имеется длинная широкая прорезь, ориентированная от центра. В ней на пружине движется вал, который нужен для упора заготовки к шаблону при вращении ворота. И, наконец, последний инструмент, который можно приобрести для ручной гибки арматуры. Называется он очень похоже на операцию, которую выполняет, а именно – гнутик. Состоит из трех квадратных профилей, расположенных вплотную, два крайние из которых жестко закреплены на верстаке или станине.
Центральный движется продольно между крайними посредством поворота рычага (реечная передача). На неподвижных основаниях установлены ведомые валы прокатного стана, на центральном – ведущий, с воротом. Напротив него ближе к станине имеется место под сменный клин с заданным углом для углового загиба полос с упором на валы. Для получения дуги заготовка ставится между ведомыми и ведущим валами, поворотом рычага она гнется до нужного радиуса, далее вращается рукоятка для сообщения нужного изгиба всей заготовке.
4 Как самостоятельно изготовить устройство для гибки прутков и профилей?
Описанное оборудование несложно сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому, помимо ворота, вышеупомянутый инструмент можно своими руками снабдить цепной передачей на ось ведущего шпинделя от электромотора.
Однако наиболее эффективным будет решение с зажимным патроном от токарного станка, в бабках которого можно закрепить заготовку любой формы. Для этой цели можно задействовать остойчивый верстак, фиксируя на нем при необходимости подвижную консоль с проушиной под кручение «торсиона» или упор для наматывания спиральной улитки на закрепленную в патроне насадку.
Для изготовления колец своими руками, упомянутую ранее консоль с проушиной, которая располагается точно по центру патрона, можно отодвинуть на некоторое расстояние. Затем зажать бабками вал нужного диаметра (для удобства на его торцах могут быть более тонкие выступы под проушину и зажим). Также на валу устанавливается петля или иной зацеп для заготовки, которая затем, после включения электромотора и начала вращения шпинделя, начинает закручиваться пружиной вокруг шаблона. Желательно также своими руками сделать упор для прутка сбоку от оси вала. После снятия заготовку остается разрезать вдоль для получения колец по количеству витков.
Гибочное приспособление для проволоки своими руками
Здравствуйте, уважаемые читатели и самоделкины!Эта статья будет интересна всем, кто имеет дело с металлом, а особенно с проволокой. Зачастую приходится гнуть из проволоки различные фигурные детали. Обычно для этого используют плоскогубцы, но это весьма проблематично с жесткой и достаточно толстой проволокой. Углы могут получаться неровными.
В данной статье Роман, автор YouTube канала «все идеи» расскажет Вам, как он изготовил простое, но довольно полезное приспособление для таких работ. Оно позволяет работать с проволокой различных диаметров и разных материалов.

Материалы.
— Болт и гайка M14
— Гвоздь 140 мм.

Инструменты, использованные автором.
— Болгарка
— Сварочный аппарат
— Шуруповерт
— Сверло 6,5 мм
— Тиски
— Напильник
— Маркер.
Процесс изготовления.
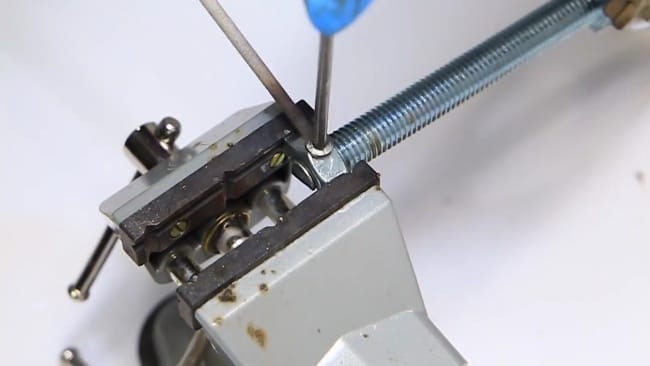
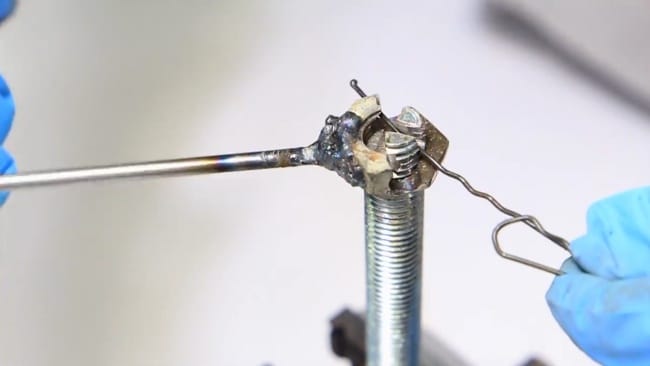
Первым делом роман накручивает гайку на край болта, и размечает центр одной из граней. Затем зажимает ее в тисках.
Далее, наметив тонким сверлом центр, делает сквозное отверстие сверлом 6,5 мм.
Получается вот такая заготовка.

Следующий этап разметки гайки.
Снова зажимает в тисках и обрезает только гайку, не затрагивая болт.
Практически готовая деталь.


Теперь размечает и обрезает болт.
Обрабатывает грани при помощи напильника.


На этом этапе детали выглядят вот так.


Роман приступает к сварочным работам. Зажав в тисках гайку, приваривает к ней 140 мм гвоздь, шляпкой гайке.

Автору остается сделать последний надрез болгаркой.

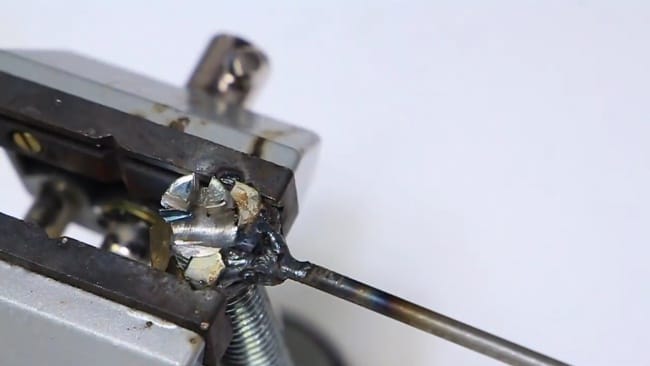
Итак, гибочное приспособление готово!


Итак, пора испытать возможности данного устройства. Как Вы видите, Роман с легкостью согнул трехмерную фигурку из стальной проволоки.
Причем расстояние между изгибами может быть достаточно маленьким.
С весьма тонкими материалами тоже справляется на отлично.

Конечно же, можно брать исходные болт и гайку и гораздо больших размеров, а вместо гвоздя приварить отрезок арматуры. Тогда можно будет изгибать даже шпильки и стальные прутки.
Спасибо Роману за интересную и полезную самоделку!
Всем хорошего настроения!
Источник
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Станок для гибки листового металла – как работает, каким бывает? + видео
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
1 Какие есть приспособления для гибки?
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.

Домашний станок для гибки металла
Рекомендуем ознакомиться
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.

Процесс гибки металлических листов
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.

Станок MetalMaster LBM
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
технологии, оборудование и инструменты :: SYL.ru
Гибка металла – чрезвычайно распространенная операция на машиностроительных производствах. Свойство металлов сохранять остаточную деформацию было открыто еще древними людьми. И сегодня данная особенность железоуглеродистых сплавов и других металлических материалов активно используется не только для придания листовому материалу необходимой формы с использованием высокотехнологичного современного оборудования, но и при проведении некоторых видов работ в домашних (кустарных) условиях.
Общие положения
Гибка металла заключается в изменении формы исходного материала (лист стали, пруток проката и т.д.). Причем современные технологии позволяют выдавливать из тонколистового материала невероятно сложные поверхности (например, элементы кузова автомобилей).
На предприятиях данные работы осуществляются специальными станками для гибки металла. Подобное оборудование имеет очень высокую производительность и способно выпускать огромное количество изделий в единицу времени.
Следует отменить, что не каждая сложная поверхность обязательно получена гибкой металла. Наряду с данной технологией известны и давно применяются в промышленности также и обработка металла резанием, литье в песчаные формы и в кокиль, так называемое экструдирование, прокат и другие методы формирования объемных поверхностей.

Технология гибки металла: основные положения
Данный процесс позволяет получать сложные по форме поверхности без применения сварочных соединений, что значительно улучшает ряд важных эксплуатационных показателей изделия (прежде всего сопротивление коррозии и отсутствие протекания процессов разупрочнения и развития отпускной хрупкости для ряда материалов), а также положительно сказывается на экономических показателях производства.
При проведении ремонтных работ дома также часто возникает необходимость в придании листовому материалу или прутку необходимой формы. Принцип и физические основы процесса не отличаются, но в быту применяется примитивное оборудование.
К недостаткам данной технологии относится ограничение по толщине изгибаемого листа стали, а также определенные ограничения по химическому составу материалов и предварительной термической и химико-термической обработки изделий. Так, для гибки металла с толстыми стенками его необходимо предварительно разогреть, чтобы материал «потек». Температура, при которой сталь и сплавы на основе железа становятся податливыми и хорошо деформируются, для каждого материала разная. Существуют специальные марки сталей, которые устойчивы к воздействию высоких температур и сохраняют высокие механические свойства.

Технологические возможности оборудования
На рынке представлено огромное количество всевозможных приспособлений и станков для осуществления процесса гибки стальных материалов. Они позволяют получать из стального листа профили сложных форм.
Все виды оборудования для гибки металлов можно классифицировать следующим образом:
- ротационные машины: ровный лист запускается между вращающимися валками и изгибается;
- поворотные станки: один конец листа жестко крепится к неподвижной балке, а другой – к поворотному механизму; поворотная балка приводится в движение, и лист изгибается;
- пресс с гидравлическим (реже с пневматическим) приводным механизмом: листовой материал кладется на нижнюю форму, а сверху со значительным усилием прижимается вторая полуформа; в результате лист выдавливается и приобретает очертания формы.

Гибка металла в условиях промышленного производства. Особенности
На современном этапе технологического развития общества в изготовлении практически любого сложного и не очень изделия в той или иной степени применяется гибка металла: металлические трубы, элементы стального каркаса зданий, автомобили, пружины, рессоры и т.д.
Оборудование для осуществления гибки отличается большим разнообразием, в том числе и по принципу действия: от высокотехнологичных высокоскоростных прессов выдавливания до известных уже несколько сот лет валиков.
В основном на промышленных производствах реализована гибка металлов прессом. Гидравлический агрегат способен развивать очень большое усилие и изгибать даже толстостенные изделия. Работа на таком прессе сопряжена с риском получения травм и даже с риском для жизни. Поэтому одну единицу станочного оборудования обслуживают минимум два человека. А рабочий ход может осуществляться лишь в том случае, если оба рабочих нажмут на соответствующие кнопки.

Гибка в домашних условиях
Для придания металлу нужной формы наличие сложного и дорогостоящего оборудования совсем необязательно. Если толщина стали сравнительно небольшая (до 3 миллиметров) и в ней содержится немного углерода, то из нее можно получить изделие сложной формы и в домашней мастерской. В качестве станка для гибки металла можно использовать обыкновенные слесарные тиски с молотком, а для завивки спиралей из прутка или тонкой полосы пользуются так называемой улиткой. Конструкция улитки не отличается сложностью. Ее можно изготовить самостоятельно.
Рекомендации опытных мастеров
Холодная деформация сопровождается возникновением огромного числа дислокаций, что приводит к появлению значительных напряжений. Для изделий, которые не испытывают значительных нагрузок в процессе эксплуатации (кровля, жестяные трубы и другие элементы) это не критично. А вот для ответственных изделий, узлов агрегатов подобные напряжения могут послужить концентратором разрушающих сил. Поэтому изделия такого типа в обязательном порядке должны подвергаться рекристаллизационному отжигу, который нормализует структуру и снимает пагубные напряжения.
Величина напряжений и образующихся пустот и пор между зернами металла напрямую зависит от радиуса кривизны, а значит, и от применяемого инструмента для гибки металла. Этот параметр относится к категории справочных данных и зависит от химического состава стали, а также от толщины листового материала. Если радиус кривизны не превышает допустимого значения, то изделие допускается к работе после испытаний на прочность контрольного образца.
Самодельный ручной листогиб – делаем инструмент своими руками +видео
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?

Рекомендуем ознакомиться
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.

Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.

Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.

Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.

Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.

Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.