Листогибочный станок или листогиб своими руками – видео, чертежи
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.

Для получения радиального изгиба металлического листа

Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла

Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
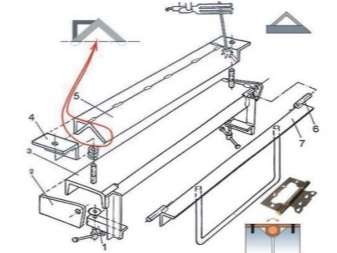
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли - К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
Привариваем гайку
Центруем, привариваем- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры - К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.







Самодельный листогиб в процессе работы

Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления

В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).

Прижимная планка

Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так

Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт

Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб

Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Листогиб. Виды и устройство. Работа и особенности. Плюсы и минусы
Листогиб – это станок для сгибания металлических листов под заданным углом. Он широко применяется в быту и при производстве металлоконструкций. С помощью листогибочного пресса изготовляется профиль для строительства, а также подготавливаются металлические элементы для возведения кровли и сайдинга фасадов.
Как устроен листогиб
Устройство простых моделей листогибов не имеет ничего сложного. Это довольно массивное оборудование, в сердце которого лежит траверса, выполняющая роль матрицы. Она представляет собой массивную стальную балку, на которую прикладывается лист металла. После этого заготовка прижимается ножом, который оказывает давление по линии изгиба, осуществляя деформацию под требуемым углом. Есть несколько конструкций, в которых осуществления изгиба возможно путем сгибания при повороте траверсы или давлением сверху.
Уровень изгиба может контролироваться оператором визуально или по ограничителям, которые предотвращают увеличение заданного угла. В системах с ЧПУ устанавливаются два датчика по краям. Они останавливают процесс деформации при достижении требуемого угла перегиба. Для изготовления скругленных профилей применяются листогибы с деформацией путем вдавливания в матрицу. Их траверса имеет продольную выборку определенной формы. При вдавливании в нее заготовки ножом, металл плотно входит, сохраняя новую форму.
Виды листогибов
Листогибочные станки бывают нескольких видов:
- Ручные.
- Электромеханические.
- Гидравлические.
- Пневматические.
- Электромагнитные.
Ручные являются самыми доступными. Данное оборудование компактное и легкое. В них загибание листового металла происходит в результате прикладывания ручной силы оператора. Данное оборудование имеет систему рычагов, поэтому непосредственная деформация существенно облегчается в сравнении с прямым воздействием на заготовку.
Электромеханические являются автоматизированными. Они достаточно массивные, поэтому могут устанавливаться только в просторных производственных цехах. Осуществление давления на заготовку обеспечивает электродвигатель вращающий маховик через редуктор.
Гидравлические и пневматические станки обеспечивают давление посредством срабатывания гидро или пневмоцидиндров. Их шток выходит под давлением, давя на массивный нож, прижимающий заготовку к траверсе.
Электромагнитные прессы оснащаются мощными электрическими катушками, которые при пропускании электричества создают магнитное поле, в результате чего элементы станка прижимаются. При этом оказывая сильное давление на заготовку, что придает изделию требуемую форму.
Электромагнитные прессы для сгибания листового металла обычно оснащаются числовым программным управлением. Его наличие встречается и на других типах оборудования, кроме ручного. Это существенно повышает производительность. Задав требуемые параметры, оператор осуществляет только укладку ровных заготовок и последующее снятие готовых изделий. Наличие ЧПУ сокращает выдачу брака, поскольку исключается человеческий фактор. Оборудование с числовым управлением подходит для производства, в котором осуществляется многосерийный выпуск однотипных деталей. Сделав настройки, можно проводить изготовление необходимых деталей с высокой интенсивностью.
Отличие станков
Различие между листогибочными станками заключается не только в виде привода, который осуществляет давление для деформации, но и по другим критериям. В первую очередь пресса для листового металла отличаются по ширине. От этого параметра зависит, какую длину заготовки можно обрабатывать. Широкие промышленные листогибы способны проводить деформацию для создания строительного профиля длиной в 3 м и более. Также они создают уголки для закрытия конька двухскатных крыш и прочие длинномерные детали.
Мелкие станки шириной до метра применяются для изготовления легких изделий. С их помощью можно сделать бункерную кормушку для грызунов и поддоны под клетки животных и птиц. Производство таких изделий на широком листогибе осложнено, поскольку возникает затруднение с ровной установкой детали на платформу траверса. С маленькими станками таких затруднений не возникает.
Также листогибы отличаются между собой по мощности. Данный показатель зависит не только от силы привода, который создает давление в сотни килограмм или тонн, но и массивности платформы. Одни штанги могут осуществлять деформацию только тонкой жести, в то время как другие вполне справляются с листовым металлом толщиной 3,5 мм и более. Ручной листогиб не в состоянии работать с толстыми заготовками. Чтобы их деформировать силы человека недостаточно, даже при прикладывании воздействия через рычаг. Существуют и ручные виды с гидравлическим воздействием, но и они не всегда могут справиться с подобной задачей, поскольку обычно имеют тонкостенную траверсу, которая при большом усилии может деформироваться, что приведет станок в негодность.
Преимущества и недостатки различных типов листогибов
Листогибочные прессы нашли свое применение на промышленных предприятиях, которые занимаются машиностроением и изготовлением корпусов для оборудования. Довольно много бытовых вещей сделаны с применением листогибов. В любом доме можно встретить холодильник, корпус которого изготовлен благодаря использованию листогиба. Также пресс применяется для производства корпусов для системных блоков компьютеров, газовых колонок, котлов, микроволновых и обычных электрических печек, и множества других бытовых вещей. Поскольку существует довольно обширный ассортимент листогибов, подобрать оптимальное оборудование для определенных целей не проблема. Главное при этом ориентироваться, что ожидать от той или иной конструкции.
Ручные станки
Если рассматривать достоинства ручных листогибочных станков, то можно отметить:
- Отсутствие шума при работе.
- Невысокая стоимость.
- Легкость и мобильность.
- Независимость от наличия электрического питания.
При этом стоит отметить и недостатки, которые присутствуют у любого ручного пресса. В первую очередь это небольшая ширина. Ручной листогиб не в состоянии подготовить длинномерную деталь. Кроме этого, такой пресс может работать только с тонкой жестью толщиной до 1,5 — 2 мм. Обычно этот показатель даже ниже. Если пытаться согнуть более толстый металл, можно просто сломать станок, поскольку он не предназначен для подобных нагрузок.
Также при работе с данным оборудованием требуется мастерство оператора, поскольку существует повышенный риск производства брака, если при установке заготовки допустить небольшой перекос. Ручные модели часто очень упрощены, и не имеют достаточного количества упоров. Это приводит к смещению листового металла, перед тем как тот будет окончательно зафиксирован для деформации. Данная проблема существует не со всеми прессами, но довольно распространена. Главный недостаток ручных прессов заключается в физической нагрузке на оператора.
Электромеханические прессы
Электромеханические листогибы одни из самых распространенных, поскольку являются сравнительно дешевыми среди промышленного оборудования данного класса.
К их достоинствам можно отнести:
- Сравнительно невысокую цену.
- Хорошую производительность.
- Широкий набор функций.
- Доступность запасных комплектующих.
При этом данное оборудование является и самым шумным. Это связано с работой электрического двигателя. Также громкий звук исходит от ремня или цепи, которые начинают шуметь под нагрузкой, передавая усилия. Данное оборудование имеет больше деталей, чем большинства других типов листогибов. В связи с этим оно менее надежное.
Гидравлические
Гидравлический листогиб считается одними из самых лучших. К его достоинствам можно отнести:
- Быстрая работа.
- Низкий уровень шума.
- Возможность перегиба толстого металла.
- Надежность конструкции.
- Редкое обслуживание.
К недостаткам данного оборудования можно отнести тот факт, что в случае неисправности детали сложно найти. Если потребуется замена уплотнителей гидроцилиндров, для этого скорей всего потребуется обращение в специализированную мастерскую, поскольку без наличия стенда разобрать и проверить цилиндр очень сложно. Также гидравлический листогиб при износе начинает подтекать. Под ним появляются лужи масла, вытекающие сквозь плохо зажатые фитинги.
Пневматические прессы
К преимуществам пневматического листогиба можно отнести:
- Хорошую автоматизацию процесса.
- Минимальное вмешательство оператора в работу.
- Высокую универсальность.
- Недорогое техническое обслуживание.
Главным недостатком пневматических моделей является необходимость наличия мощного компрессора. Данное оборудование стоит дорого, а кроме этого оно работает очень громко. В результате на производстве постоянно присутствует шум, даже если компрессор находится на значительном удалении. Хотя пневматический листогиб и не нуждается в дорогостоящем обслуживании, но оно требуется чаще, чем в гидравлических моделях.
Электромагнитные листогибы
Электромагнитный пресс во всех аспектах является лидером. По мощности он может уступить разве что гидравлическим листогибам.
К достоинствам электромагнитных устройств можно отнести:
- Высокую скорость деформации.
- Возможность точной регулировки силы сжатия.
- Наличие ЧПУ с широким набором настроек.
- Универсальность.
При этом электромагнитный листогиб имеет и недостаток. Он самый дорогой, а кроме этого является мощным потребителем электрической энергии. В связи с этим выбирая такое оборудование нужно быть готовыми к необходимости оплаты больших счетов за используемое электричество. Такое оборудование нуждается в наличии трехфазной электросети. Важно чтобы проводка была новой и мощной, поскольку старые жилы могут замкнуть, тем самым вызвав перегорание предохранителей в листогибе.
Похожие темы:
Листогиб — Википедия
Листогиб или листогибочный пресс — устройство для холодной гибки листового металла.
Листогибы бывают стационарные и передвижные. Кроме того, листогибы в зависимости от способа гибки делятся на:
Приводы листогибов бывают:
- Гидравлические работающие с помощью гидропривода. Бывают как стационарные так и передвижные.
- Пневматические работающие с помощью пневмоцилиндров. Бывают как стационарные так и передвижные. В основном типа «поворотной балки».
- Электромеханические — стационарные листогибы работающие за счёт электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
- Механические — стационарные листогибы работающие за счёт передачи кинетической энергии предварительно раскрученного маховика.
- Ручные работающие за счёт мускульной силы, так же, в основном, типа «поворотной балки». Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
Кроме того по способу подачи заготовки: с ручной и с автоматической.
Установка размеров может быть ручная и автоматическая (ЧПУ).
Гибка листового металлаЛистогиб применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибов — изготовление различных изделий из листовых материалов.
Листогибочный пресс — станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла.
Характеризуется основными параметрами, такими как развиваемое усилие, рабочая длина; так и дополнительными параметрами: амплитуда хода траверсы, скорость работы (процесса гибки), расстояние между стойками станины, наличием устройства компенсации прогиба стола, наличием дополнительных приспособлений, улучшающих производительность и удобство в работе, таких как поддержка заготовки, датчик полученного угла гиба, система программирования и пр.
В промышленности получили распространение механические, пневматические и гидравлические и «ручные» (при штучном и мелкосерийном производстве) листогибочные прессы. Название происходит от принципа развития усилия на том или ином станке. В основе механического листогибочного пресса лежит кривошипно-шатунный механизм, работа которого вкупе с энергией маховика позволяет осуществлять привод траверсы. Пневматический и гидравлические прессы используют в качестве источника энергии — давление воздуха или давление гидравлического масла соответственно.
Листогибочный пресс HACO Листогиб GASPARINI X-PRESS с усилием 420 тонн и длиной балки 8 метров
Листогиб GASPARINI X-PRESS с усилием 420 тонн и длиной балки 8 метровВплоть до первой половины XX века мировая промышленность выпускала, в основном, механические листогибочные прессы по причине относительно низкой себестоимости их производства, простоты исполнения, надёжности эксплуатации. Однако, механические прессы, несмотря на вышеуказанные достоинства, имеют значительные недостатки, связанные в основном, с повышением требований предприятий, эксплуатирующих данные станки. Такими недостатками механических прессов являются: большая масса, большое потребление электроэнергии, большой уровень шумности и вибрации, неудобство переналадки, высокий уровень опасности получения травмы работающего на механическом прессе, невысокий уровень качества изготовляемых изделий.
Пневматические листогибочные прессы заняли необширную нишу в области обработки листового металла, в силу их ограниченности, в основном за счёт небольшого развиваемого усилия, и требования к подводу магистрали сжатого воздуха, что накладывает узкие рамки их применения. Пневматические прессы применяются, в основном, на производственных участках, где для производственного процесса не требуется большое усилие, а гидравлический или механический прессы применять нецелесообразно по причинам их более высокой стоимости.
Начиная со второй половины XX века, в связи с развитием технологий, а также по причинам более высоких требований предприятий, производящих продукцию из листового металла, начинает доминировать производство гидравлических листогибочных прессов, которые обладают рядом преимуществ, по сравнению с механическими и пневматическими прессами.
Такими преимуществами являются: высокое качество изготовляемых изделий, высокая надёжность, гораздо более низкий уровень опасности получения травмы работающего персонала, низкий уровень потребления электроэнергии.
Дальнейшее развитие технологий позволило внедрить новые системы управления и обеспечения безопасности, что дало ряд новых возможностей: графический интерфейс пользователя с возможностью автоматического расчёта последовательности гибочных операций, задание шагов программы, защита оператора устройством лазерного контроля линии гиба, защита инструмента от перегрузки по давлению, возможность электронной регулировки скорости хода траверсы, использование дополнительного оборудования, работающего синхронно с процессом гибки — передней поддержки заготовки, датчика контроля полученного угла гиба и другие усовершенствования.
 процесс гибки
процесс гибкиСуть работы листогибочного пресса — обеспечение необходимого усилия и рабочего хода траверсы — стальной жёсткой балки, на которую устанавливается необходимый инструмент, в зависимости от требуемого изготовляемого изделия и режима гибки.
Ход балки контролируется датчиками линейного перемещения, как правило их два, контролирующих левую и правую сторону траверсы, для обеспечения равномерности хода и синхронизации движения. В качестве дополнительного оборудования, устанавливаемого на листогибочные прессы, как правило, используется задний упор, с возможностью программирования его позиции, в зависимости от требуемого размера отгибаемой кромки.
Не менее важной частью пресса является система безопасности, которая служит в первую очередь для защиты персонала от получения травмы, и как вспомогательная функция — ограничение рабочего хода при нарушении некоторых технологических операций.
Система безопасности представляет собой комплекс аппаратных и программных средств, которые обрабатывают сигналы с различных устройств, осуществляющих контроль необходимого технологического процесса. Наиболее важным является устройство лазерного контроля отсутствия постороннего предмета (руки оператора)в рабочей зоне станка.
Для контроля используются лазерные лучи, образующие плоскость под верхним инструментом, на расстоянии около 3-5 мм под ним. Если во время движения траверсы происходит попадание рук оператора в рабочую зону, лазерные лучи или один из них будет пересечен, и система управления даст команду на немедленную остановку движения.
Как правило, алгоритм работы прессового листогибочного станка выглядит так:
1. Траверса находится в верхней мёртвой точке (ВМТ). Понятие ВМТ здесь условное, так как это происходит изначально от конструкции кривошипно-шатунного механизма, который применяется в механических прессах. Гидравлические прессы имеют возможность регулировки верхнего положения траверсы, однако данное положение также именуется верхняя мёртвая точка.
2. В момент нажатия на педаль или кнопки двуручного управления траверса начинает движение вниз с определённой скоростью. Эта скорость обычно выше, нежели скорость непосредственно гибочного процесса, поэтому это движение происходит до определённой точки переключения скоростей и именуется скоростью «свободного падения». Это тоже условное понятие, так как в действительности никакого падения траверсы не происходит, так как через систему гидравлического регулирования, скорость фиксируется в определённом диапазоне.
3. Достигнув точки переключения скоростей, система управления переключает скорость на более низкую, именуемую рабочей скоростью. В точке переключения скоростей происходит также синхронизация движения левой и правой стороны траверсы, для чего сравниваются показания с датчиков линейного перемещения и выдаются сигналы для требуемой регулировки на аппаратные средства управления, — сервоклапаны, позволяющие регулировать скорость подачи масла в рабочие цилиндры станка.
4. После точки переключения скоростей, происходит дальнейшее движение траверсы до нижней мёртвой точки (как правило она имеет возможность регулировки/программирования), достигнув нижней мёртвой точки происходит выдержка под давлением. Это время, необходимое для распределения усилия по всей длине заготовки, так как данный фактор оказывает влияние на качество изготовляемых изделий.
5. После окончания времени выдержки, необходимо освободить деталь от усилия. Для этого траверса поднимается вверх на необходимую величину на медленной скорости. Этот процесс называется декомпрессия.
6. После окончания декомпрессии, траверса поднимается до верхней мёртвой точки.
7. Станок придёт в движение после очередного нажатия на педаль или кнопки двуручного управления.
- Гибочный пресс. // «Металлы и сплавы. Справочник.» Под редакцией Ю. П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.
Ручной листогиб — виды моделей и специфика работы
Ручной листогибочный станок имеет компактные размеры и несложную конструкцию, при этом он способен без разместиться в любом подходящем для этого помещении.
Ручной листогиб является идеальным вариантом для открытия своего нового дела или для расширения уже существующего малого бизнеса. Ручной гибочный станок, как правило, имеет компактные размеры и несложную конструкцию, при этом он способен без особых проблем разместиться в любом подходящем для этого помещении.
Одним из основных достоинств таких устройств — это практичность в эксплуатации, так ручной листогиб позволяет выполнять изготовление деталей непосредственно на месте проведения монтажных работ и не требует для своей работы источника электроэнергии.
Ручные станки для гибки листового материала, предлагаемые сегодня производителями данного сегмента оборудования, имеют различные типоразмеры, технические характеристики. В основном они отличаются друг от друга набором приспособлений для управления операциями сгибания и резки листового профиля.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Выбираем ручной листогиб
Прежде всего, ручной листогиб должен иметь простую и удобную конструкцию станины, позволяющую производить различные формы профилей готовых изделий. При этом конструкция станка должна быть в достаточной степени универсальной и устойчивой, а также предусматривать достаточную степень мобильности, чтобы легко и без особых проблем можно ее было перемещать как внутри помещения, так и за его пределы на любую строительную площадку.

Так как при работе ручных листогибочных машин применяют исключительно силу работника для приведения в движение траверс, то стоит обратить внимание на оснащение выбранной вами модели приспособлением для утяжеления естественного рычага гибочной балки или наличия в конструкции системы противовесов, как дополнительного усилителя. Это вспомогательное оборудование позволит затрачивать намного меньше усилий при совершении рабочих операций и особенно существенно проявит себя при поточном выпуске изделий.
Ручной листогиб применяют для работы с тонкими листами методом холодной обработки, поэтому необходимо при выборе оборудования обратить внимание на основные типоразмеры и возможную толщину обрабатываемого листового материала. Эти технические параметры будут в дальнейшем определять производственные возможности выбранного вами станка.
Выбор ручного станка для гибки металла должен основываться как на технических характеристиках оборудования, так и на наличии дополнительных инструментов и приспособлений таких, как:
- отрезная машинка,
- разматыватель для рулонных материалов,
- загрузочная и разгрузочная тележки,
- приемный модуль для складирования готовых изделий.
Обзор моделей ручных листогибочных станков
Ручной листогиб ЛГС 26 российского производства предназначается для сгибания и обработки листового материала непосредственно на месте выполнения работ, с его помощью можно изготавливать различные по форме и размерам детали:

- отливов;
- откосов;
- ендов;
- коньков;
- уголков;
- планок;
- фасадных панелей.
Листогиб ЛГС 26 идеально подойдет для работы как на строительной площадке, так в любом небольшом помещении, и даже поместится в стандартном морском 20-футовом контейнере, приспособленном под передвижную мастерскую. Он имеет простую конструкцию, неприхотлив при обслуживании и несложен в эксплуатации.
Главными достоинствами данной модели является:
- низкая стоимость оборудования,
- широкие функциональные возможности,
- простота и прочность конструкции,
- исключительная мобильность при использовании.
К единственному недостатку модели ЛГС 26 можно отнести бюджетное качество механизмов конструкции станка.
Ручной листогиб ЛГС 26 характеризуется следующими основными техническими параметрами:
- Усиленный каркас станка, изготовленный из стальной толстостенной трубы при транспортных габаритных размерах 3100х800х600 мм в деревянной коробке составляет массу в 270 кг. Непосредственно рабочие габариты имеют размер в 3000х1800х1450 мм с учетом удлиненного стола при весе всего в 213 кг, что вполне под силу для перемещения и загрузки силами всего четырех человек.
- Данные типоразмеры позволяют работать с максимальной длиной полосы сгибания для исходной заготовки в 2500 мм, а при увеличенной базе — до 3000 мм, при этом глубина подачи листопроката ограничивается только размерами помещения, где установлен станок.
- Приспособления станка предназначены для работы с допустимой толщиной металлического листа в диапазоне от 0,4 до 0,8 мм, выполняя сгибание на максимальный угол в 160 градусов с возможностью поворотного догиба до 180 градусов, при этом наименьшая величина ширины сгибаемой полки составляет всего 15 мм.
Устройство и принцип работы ЛГС 26

К конструктивным особенностям ЛГС 26 можно отнести:
- более технологичный прижимной механизм, который позволяет обеспечивать равномерное удержание заготовки по всей линии сгиба, что увеличивает качество позиционирования;
- специальные пружины не дают прижимному механизму балки сдвигаться, когда происходит позиционирование заготовки, что позволяет выполнять весь цикл работы одним работником;
- удобная планка угломера дает возможность точно устанавливать размер угла гиба;
- ножной трап, который при больших усилиях гиба не дает станку опрокинуться, несмотря на небольшую массу всей конструкции;
- комплект поставки предусматривает конструкцию с отрезным приспособлением для поперечной резки, в том числе рулонных материалов;
- конструкция станка предусматривает дополнительную прижимную балку для нанесения ребер жесткости на заготовку.
Сегментный листогибочный станок SOREX 3160, производимый в Польше, предназначен для изготовления крупногабаритных деталей: квадратная вентиляция или декоративная фасадная панель, а также различных доборных кровельных элементов и сегментированных заготовок сложносоставных конструкций.
Листогиб SOREX 3160 выпускается со следующими техническими характеристиками:
- передвижная конструкция станка имеет габаритные размеры 3500х660х1300 с общим весом в 320 кг;
- допускает обрабатывать нелегированную сталь с толщиной листа до 0,9 мм, а более мягкие материалы, такие как алюминий до 1,4 мм, при этом способен сгибать на 180 градусов, но при помощи доводки, а также выпускать детали, длиной профиля до 3160 мм.
- с выступающей шириной прижимного основания в 15 мм можно выполнять допустимую ширину кромки гиба минимум в 5 мм, а фиксация заднего упора ограничивает длину минимального сегмента 140 мм.
Основными достоинствами ручного сегментного листогиба SOREX 3160 являются:
- конкурентоспособная цена,
- большой набор дополнительных приспособлений, что значительно позволяет повысить производительность и снизить производственные издержки,
- упрощенная система основных регулировок, позволяющая быстро менять установленный угол наклонной плоскости прижимного механизма и его местоположение относительно основания;
- вся основная часть конструкции сделана из высококачественного стального профиля, защищенного порошковой антикоррозионной краской, а небольшие детали оцинкованы.
К конструктивным особенностям SOREX 3160 относятся:
- возможность роликового ножа после отрезания материала занимать положение на направляющей балке без необходимости его полного отведения;
- отсутствие необходимости производить регулировку станка, все необходимые допуски установлены и отрегулированы на заводе изготовителе;
- вертикальный подъемный механизм позволяет останавливать и фиксировать прижимную балку на необходимой высоте;
- комплектация дополнительным приемным столом с тыльной стороны длиной до двух метров, оборудованного стойками, дает возможность работать с крупногабаритными заготовками.
Ручной листогиб SNO-1,5/1300 производиться чешской фирмой «Proma» и представляет собой универсальное оборудование три в одном, которое включает в себя функцию гибочного станка с отрезной машинкой и возможностью вальцевания листового материала для скручивания его в цилиндрические изделия. Вращающиеся ролики выполнены со специальными проточками, позволяющими дополнительно наматывать проволоку.
Станок SNO-1,5/1300 для гибки листового металла имеет следующие технические характеристики:
- габаритные размеры составляют 1790x590x930 мм при весе в 530 кг;
- допустимая толщина листа от 0,4 до 1,5 мм при длине рабочего стола 1320 мм;
- позволяет сгибать прямые профили на углы до 90 градусов;
- размер диаметра обкаточных роликов в 76 мм позволяет сворачивать в цилиндрические формы нелегированную сталь толщиной до 0,4 мм и алюминиевый лист до 1 мм.

Основные узлы станка SNO-1,5/1300
К основным достоинствам, которыми обладает ручной листогиб SNO-1,5/1300 можно отнести:
- широкий ассортимент выпускаемой продукции,
- высокая производительность,
- несложность в эксплуатации и простоту в управлении,
- хорошую устойчивость и повышенную износостойкость.
Недостатками универсального листогибочного станка SNO-1,5/1300 являются:
- сравнительно большой вес конструкции,
- отсутствие для ручной мобильности,
- высокая стоимость оборудования.
как сделать листогибочный станок своими руками? Чертежи и описание инструмента для гибки листового металла

Для создания небольшого производства ручной листогиб является идеальным вариантом. Такой станок можно приобрести по доступной цене, для его размещения не требуется много пространства. Подобное оборудование обладает несложной конструкцией, поэтому пользоваться им может даже человек без опыта.

Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Мобильность – вот главное, что смог оценить современный пользователь.

Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.

По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.

Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.

В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.

По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
- станок с матрицей, прессом и пуансоном;

- с гибочной балкой поворотного типа;

- двух-, трех-, четырехвалковый ротационный.
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.

Обзор популярных моделей
Хорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
- Stalex;
- Tapco;
- Sahinler;
- Electrabrake.
Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
ЛГС 26
Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
- отлив;
- откос;
- уголок;
- конек;
- фасадная панель;
- планка.
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования.

Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
- каркас изготавливается из стальной трубы с толстыми стенками, поэтому он считается усиленным;
- масса конструкции в разобранном виде 270 кг;
- габариты станка позволяют обрабатывать материал длиной 250 см;
- максимальная толщина заготовки 0.8 мм;
- угол сгиба 160 градусов, но можно догнуть деталь до 180 градусов.

Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера.

В конструкции также предусмотрен ножной трап. Благодаря ему агрегат не опрокидывается даже при максимальном усилии гиба. В комплекте станок поставляется со специальным приспособлением, за счет которого производится поперечная резка металла. Это хорошая модель, если планируется наносить на заготовку дополнительно ребра жесткости. Для этого в конструкции есть прижимная балка.

Sorex 3160
Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
- вентиляция;
- панель для фасада;
- кровельные изделия.
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0.9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.

Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы. С их помощью установленный угол меняется быстро и легко. В качестве основного материала для изготовления каркаса использовался стальной профиль. Чтобы продлить его долговечность, поверхность покрыта антикоррозийным составом.

Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Допуски производитель самостоятельно отрегулировал и отладил на заводе.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму.


SNO-1,5/1300
Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг.

Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр.
В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
- внушительная масса;
- немобильный;
- дорого стоит.

Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Обязательно конструкция должна быть устойчивой. Использование ручного станка предполагает мобильность, чтобы пользователь мог транспортировать оборудование на место проведения строительных работ.

Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции.

Как пользоваться?
Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Следование правилам – залог безопасности пользователя.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками.

Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.

Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.

В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Как выбирать листогибочный станок — 7 важных факторов
Гибочные станки, оснащенные системами ЧПУ и другое оборудование с ЧПУ бывают разными с точки зрения обработки сырья и технологий, которые используют производители. Поэтому следует тщательно оценивать и анализировать предложение на рынке до принятия решения о покупке. Производителю необходимо отдавать себе отчет в том, для чего применяется листогибочный станок, как он работает, оценивать точность и другие параметры.
Источник: MachineMfg.com

Такая оценка очень важна, так как допущенная ошибка может повлечь за собой увеличение производственных расходов. Существует семь важных факторов, которые следует оценить, прежде чем купить листогиб.
Особенности изготавливаемой продукции
Вам следует приобрести листогибочный станок, который сможет помочь вам выполнить стоящие перед обработкой задачи, а не тот, у которого будет минимальный необходимый вам тоннаж и размер стола. Проверьте также типы используемого листа, его максимальную длину и толщину. Если это малоуглеродистая сталь в листах не толще 3 мм и не длиннее 250 мм, то усилие гибки может не превышать 80 тонн.

Однако, если требуется обработка полых заготовок, то следует оценить возможность приобрести листогиб с усилием гибки около 150 тонн. Если вы используете малоуглеродистую сталь толщиной 6 мм и длиной 2500 мм, приобретайте листогиб с усилием гибки в 100 тонн. Для выравнивающей гибки листового металла потребуется мощное оборудование крупного размера. Если длина листа около 1250 мм или короче, то выбирайте небольшие машины, иногда вполовину меньше упомянутых выше, и расходы на покупку значительно уменьшатся. Помните, что длина металлического листа — один из главенствующих факторов выбора листогибочного станка.
Прогиб
Во время гибки, особенно в случае гибки длинных заготовок, гибочному прессу с ЧПУ необходим прогиб, и чем длиннее заготовка, тем он больше. Для примера, при одном и том же усилии гибки прогиб гибочного пресса, сгибающего заготовку длиной 2500 мм в четыре раза больше, чем у пресса, сгибающего лист в 1250 мм длиной. Таким образом, качество готового изделия у меньшего листогиба с меньшим прогибом будет выше. Уменьшение прогиба также сокращает и время подготовки станка.

У большинства современных гибочных станков с ЧПУ уже встроена гидравлическая функция компенсации прогиба во время производства, что значительно помогает оператору и требует меньшей настройки станка. Также это повышает точность гибки и общую эффективность производства. Гидравлическая компенсация прогиба управляется с помощью ЧПУ — гидравлическая смазка поступает в компенсационный цилиндр через магнитный сервоклапан и выталкивает рабочий стол вверх. В то же самое время сила компенсации прогиба увеличивается с усилием гибки, компенсируя прогиб.
Материал
При использовании нержавеющей стали усилие гибки возрастает примерно на 50% (по сравнению с малоуглеродистой сталью). В свою очередь, при использовании мягкого алюминия оно уменьшится в два раза. Производители листогибочных станков с ЧПУ обычно указывают параметры усилия гибки для всей своей линейки оборудования.

Спецификация станка показывает требующееся усилие гибки для листов разных материалов и толщин длиной в 1000 мм.
Радиус
Во время гибки также следует учитывать радиус угла заготовки. Радиус гибки составляет 0.156 от размера V-раскрытия матрицы. Во время воздушной гибки размер V-раскрытия матрицы должен быть в 8 раз больше, чем толщина листа. Например, если вы используете гибочный станок с раскрытием V-образного профиля в 12 мм для гибки листа малоуглеродистой стали толщиной в 1.5 мм, то радиус гибки составит 1.9 мм. Если величина радиуса гибки близка к толщине металла или меньше нее, то необходимо использовать hollowing mold. Усилие в этом случае будет в 4 раза больше, чем при воздушной гибке. При воздушной гибке обратите внимание на величину зазора между матрицей и пуансоном в нижней части хода и компенсации упругости при гибке в 90 градусов.

В случае воздушной гибки на современном листогибочном станке с ЧПУ формирующийся угол упругости будет на 2 градуса меньше. Как сказано выше, радиус гибки составляет 0.156 от размера V-раскрытия матрицы, поэтому при обычной гибке угол составит примерно 86-90 градусов. В нижней части хода следует оставить зазор немного больше толщины металлического листа.
Угол
Причина, по которой улучшается угол формы в использовании большего тоннажа формы для выгибания (в 4 раза больше, чем при воздушной гибке). Это помогает сокращать силу упругости вокруг радиуса гибки. Чеканка — то же самое, что и гибка с использованием нижней формы для выгибания. Единственная разница в том, что передний конец верхнего инструмента становится необходимым радиусом гибки. Усилия упругости удается избежать, так как зазор между верхним и нижним инструментом в нижней части меньше толщины металла, и есть достаточное усилие сгиба (в 10 раз выше, чем при воздушной гибке), а передний кончик верхнего инструмента касается листа. Для того, чтобы выбрать гибочный пресс с наименьшим необходимым тоннажем, лучше выбрать тот, у которого радиус гибки больше толщины используемого листового металла.
Используйте воздушную гибку везде, где можно, так как большой радиус гибки не повлияет на качество готовой продукции и обеспечит долговременный срок службы станка.
Точность
Именно этот фактор помогает определить, нужен ли вам листогибочный пресс, оснащенный ЧПУ. Если требование к точности составляет ±0.5 градусов и не меняется, то следует рассмотреть вопрос о приобретении оборудования с ЧПУ. Точность перепозиционирования ползуна может контролироваться на ±0.01 мм. Для готовой продукции с высочайшими требованиями к точности следует выбирать листогиб, обладающий именно такими параметрами. Однако, у обычного листогиба точность составляет ±0.5 мм. При наличии подходящего инструмента у него все равно будет отклонение в ±2-3 градуса.

Помимо этого, гибочный пресс с ЧПУ дает возможность контролировать переналадку и смыкание инструмента, что немаловажно в случаях обработки множества деталей малого размера.
Контур
Линии контура гибочного станка имеют прямое влияние на точность гибки. Таким образом, следует тщательно проверять контур. Как проверить контур гибочного станка? Это просто. Проверяйте длину от переднего края верхнего контура до плеча рабочего стола и расстояние между нижним контуром и плечом рабочего стала. Для обычного контура отклонение должно лежать в диапазоне ±0.1мм на 10 мм, а общее отклонение длины должно быть меньше, чем ±0.15 мм. Что касается контура для точного шлифования, отклонение должно находиться в диапазоне от ±0.005 мм до 100 мм, а общее отклонение длины не должно быть больше ±0.05мм.

Контур для точного шлифования лучше использовать на гибочном прессе с ЧПУ, а обычный контур — на гибочном прессе с использованием NC-кода.
Информация IMA:
- Italian Machinery Association готова помочь вам выбрать гибочный станок от надежного итальянского производителя с учетом особенностей производственного процесса. Предложение гибочных станков от участников ассоциации в нашем каталоге способно удовлетворить потребности производителя любого уровня — от малого субподрядчика или индивидуального производителя до крупномасштабного автоматизированного завода.
- Если вас интересуют другие материалы о гибке, предлагаем вашему вниманию следующие статьи:
3D-печать и обработка листового металла: будущее вместе?
Гибка без боли в спине: что выбрать?
4 совета для улучшения работы на гибочных прессах
- Если пришло время расширять или обновлять ваши производственные мощности, вы всегда можете обратиться к IMA чтобы приобрести новый гибочный станок от надежного итальянского производителя.
- В некоторых случаях производительность установленных на производстве станков может значительно возрасти, если они оснащены новым качественным инструментом одного из популярных стилей. Ознакомьтесь с предложением гибочного инструмента от Italian Machinery Association.
- Вам необходимы услуги по ремонту, установке, перезапуску станков или обучение операторов вашего оборудования? Сервисная служба IMA обладает обширным опытом и знаниями, чтобы решить любую проблему.
- У вас есть другие вопросы или потребности? Незамедлительно свяжитесь с нами по телефону или электронной почте, или посетите любое из наших представительств.
Применение листогибов — советы от опытных мастеров, как можно переделать листогиб своими руками
Оглавление статьи
В условиях реального проведения монтажных работ практически всем строителям необходимо находить выход из ситуации, импровизируя и подстраиваясь под нестандартные условия. Так, когда есть необходимость в том, чтобы изготовить из металлических листов некоторые сложные каркасные детали, кронштейны, покрытия, то все это вполне возможно сделать. Главное, чтобы под руками у Вас был ручной листогиб.
Принцип работы листогибочного станка
Конечно, если Вас интересует не слишком точный и качественный загиб металлических листов, можно использовать любой из многочисленных способов для этой процедуры. Если рассматривать характеристику листогибов более простых моделей, то с ними усилие производится при помощи массивной специальной гибочной балки. Она плотно закреплена в нижней части, прямо в поворотных шарнирах. Поскольку материалы достаточно твердые и усажены вполне плотно, они двигаются иногда и без люфта, но обязательно по заданной траектории. Тяговая система позволяет согнуть металл до трех миллиметров толщиной, благодаря силе одного мужчины.
Кроме того, спектр механических устройств, работающих по гидравлическому или электрическому принципу, достаточно широкий. Листы металла в них гнут при помощи штамповки, которую прокатывают на валиках, или же резиновой кареткой. Некоторые их технических решений применимы и в самодельных листогибах, например, в том же роликовом ножике, фальцовщиках или в кромковых загибателях. Станки, в которых прокатка продольная, бывают на ручных приводах.
Кроме того, в каждой категории бывают свои подкатегории и виды. Бывают такие листогибы, которые разнятся толщиной обрабатываемых материалов.
В зависимости от специфики способа обработки деталей зависит то, какая будет ширина у рабочей части и загибаемых участков, каким будет дозагибный угол, имеются ли специальные приспособления, просветы в прижимных балках, какие габариты и вес, да и в целом, какова надежность инструмента.
Каково назначение на объектах строительства?
На самом деле существует множество областей, в которых применяют штампованные детали из металла. Рассмотрим на примере возведения коттеджа.
Покрытия кровли из стали, несмотря на свои слабые стороны, абсолютно доступны в ценовом сегменте, да и вполне износостойкие. В частности, листогибы – являются основой, при мощи которой делают фальцевые кровли, профнастил Grand Line и металлочерепицу. В некоторых покрытиях необходима защита ендов, а также коньков при помощи металла. В данном случае также потребуется применить листогиб.
Водостоки, обустроенные задержатели снега, их также делают при помощи штамповки и гибки. То же самое касается всевозможных кронштейнов, используемых для систем остекления фасадных частей, даже если у них внушительный вес. Даже в несущих конструкциях применяют гнутые типы метизов, чтобы скреплять элементы каркаса и панелей. Кроме того, многие своими руками делают также и различные емкости, корпуса, производят специальный монтаж и мастерские для обработки металла. Здесь уж точно многим будет интересно, как сделать листогиб своими руками?!
Доработки своими руками
Если говорить о высокой стоимости покупного листогиба, то это уже каждому свое. Ведь здесь немаловажен вопрос эргономичности. Например, более дешевые версии станков наверняка не имеют широкое разнообразие, да еще и качественных комплектующих, при помощи которых вальцовка, резка, угловой контроль будут произведены намного эффективнее. В то же время, лишь из-за классного роликового ножика приобрести слишком дорогущий листогиб, также не имеет смысла.
Впрочем, для профессионала в этом вопросе станок является базой, принадлежащей доработке в обязательном порядке. Ту же балку, станину, шарниры воспроизводить самостоятельно довольно сложно. А ведь можно отлично облегчить работу! А станки, как правило, необходимы для проведения таких работ:
- Ускорения и автоматизации работы
- Усиления конструкции, поскольку мощность взрастает
- Повышения уровня безопасности, а также улучшения трудовых условий
Что же касается каких-то доработок, то они бывают ой, какими разными, начиная от того, чтобы расширить стол подачи и глубину захвата и, заканчивая тотальным изменение всей работы, а также переделывания принципа работы всего ручного привода.